0 calificaciones0% encontró este documento útil (0 votos) 85 vistas7 páginasIFP
Derechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido,
reclámalo aquí.
Formatos disponibles
Descarga como PDF o lee en línea desde Scribd
@
|Welder's name: TAN FLORES PORRAS, Tdentification No. iz
Nombre del soldador Identificacion No.
Identification of WPS Followed: WPQ-QUEZADA-CS-003/2020 x
Identificacion del EPS Usado
[Specification and type/grade or UNS number of base metal(s)
Especificacion y tipo /grado o Numero INS del metafi Base. PI to pl Thicknees 0.500"
Espesor
A36 to A36 Cupondeprueba _Soldadura en Produccion|
"TESTING VARIABLES AND QUALIFICATIONS UMTS
PROCES Noa
WeLDine VARIABLES (aW350)
cTuaL vas face quar
|WELDING Process cam a
Proceso(s de soldadura
USE auaL MANUAL
ipo Usada (Manval/ semiautomatica)
JBAcKiNG (wird /wrHouT
Leite sw conosn
IRespaldo (Con/Sin)
Plate x pipe
x placa
placa / Tubo (¢idmetro si es tubo)
JBASE METAL P-No TO P.No EeNa Ne NoISe
PL No. 34 P-No.41
Meta base P-No P-No. a pn0.49)
FILLER METAL OR ELECTRODE SPECIFICATION(S) SFA 7" a
Especificacién del electrodo SFA °
FILLER METAL OR ELECTRODE SPECIFICATION(S)
6010/7018, 6010 / £7018,
|casifcacién del electrode
FILLER METAL PRODUC FORM{SOLID/METAL OR FLUX ELECTRODO RELECTRODO
|Aporte tip (slido/metal once de fux/polvo) eevesTi00) AEVESTION)
DEPOSIT THICKNESS &3 LAYERS MINIMUM
10500" 1.000" Max,
Espesor depositado & 3 capas minimo?
Posmon qaurieD
a FILETE PLACA.
Posicién caicade
JGTaw CURRENT TYPE/ POLARITY
coeP coer
|GTAW tipo de corriente/ polaridad
IvisUAL EXAMINATION (QW.302.4) x
JEXMANIACION VISUAL [veazwor nO. SATISFACTORY [UNSATISFACTORY
REFERENCIA
Jpenerrarine uquios x
[LiQuiDos PENETRANTES (Prazawor [SATISFACTORY [UNSATISFACTORY
REFERENCIA
Jpmucea de DosLss x
No
Cc A I ID ED [SATISFACTORY [UNSATISFACTORY
24 ABR 2022�FABRICACION Y MONTAJES ESPECIALIZADOS QUEZADA S.A DE CV.
Sa aa] ry) a
REPORTE OURIO DE PRODUCCION DE SOLDADURAS evn ra ‘e
ESM. Er
PvESTo_[ovanin Fieri A Pasa Back Pat
‘DESCRIPCION TETOOO ET congo woesrecncacon: | eammuo | PARTE | ta OEREPORTE
Traps sitar Gee rob andor aaa a 5 am
vanrcones Poms) of
‘AURARES VISURLES
MAGNIFIGADOR (LENTES). | WA ESPEIO. ‘WA | TIPO DE FUENTE DE LUMINAGION. LE BLANCA
THERRAMIENTAS DE NEDICION
HERRAMIENTAS DE MEDICION LEAL FLEXONETRO
IENTAS DE NEDICION DE ESPESORES ‘BRIDGE CAM
‘EGUPO DE MEDICION REMOTA
[TiPO: WAT BOROSCOPIO WA FIBROSCOPIO NA [_woroscorio [WA
MARCA Wa I MODELS Na L__wsene 1 Na
; 1h = 5]
pronera [oro | me | om | MESES [wn | re | re | aceracn | - | unr | sancanza | Sowa Fioecotom�R.F.C, FME040331211
S FABRIGAGION Y MONTAJES ESPECIALIZADOS QUEZADA, S.A. DE C.V.
Ta ©1770) 7951118 Eon covtsoogrrectseeauzaca com mie
ore 24/04/2022, Tie: BE REPORTE: PT-GZAWOH oun Tet
‘CLIENTE: CozarinFltering & Paste Back Plant
DESCRIPCION DE LA OBRA: CozainFiteing & Paste Backil Plant
TOcALEAGION: Tina Coptone
DESCRPCIONDELAACTINOAD: _ EXAMINACION CON LIGUDOS PENETRANTES A FLETEDE SOLOADURA
CODIET
Zan awso11—feapmuuo: Jpnockomenrorrrazncor
‘DAPIEzA PREVA CEPLLOTRAEO enereanrer pou wETODO e NOAGUOSO [eummecion —naTURAL
TEENEADEAPLIEAGION. AEROSOL JRUoRECeNTe: wa
DESCRIPCIONDEL PENETRATE: __OT0TA anc Ie.DeLoTe: siete
DESCRIPCION DEL REVELABOR: __PIOIEA wanes ho. LoTE: zat
DESCRIPCION DEL RENOVEDOR: 104A eanca: ho. be Lore: za
REFERENGA Teneo TGENTREAGIN
Rapa, Tar Me DH SORE
Pca ele wsnLones ronmas)
EVALUAGION ‘ELMINAGION DE BEFEGTOS
vearaee | seousco Pammoren Teor samoon = wuzico Pwernowoe. | cAveDe
P03 A : : P : : : 2
—J
~—|
Obeervaciones:
‘CONSTRUCCION: TNSPECCIONADO POR:
nr | a CALIDAD
'NOMENCLATURA DE LAS INDIGACIONES:
[RODINDICAGTON LINEAL
|R)INDICACION REDONDEADA.
(PA) POROSIDAD AGRUPADA
(PC) POROSIDAD CILINDRICA
(6) GRIETA
(FF) FALTA DE FUSION.
() POROSIOAD,
(Mla) SOVACADO EN METAL BASE,
(GIR) SIN INDICAGIONES RELEVANTES�( FABRICACION Y MONTAJES ESPECIALIZADOS QUEZADA, S.A. DE C.V.
ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA (WPS).
WELDING PROCEDURE SPECIFICATIONS (WPS).
copi0
wesnio: | wes-quezann-s.ons/2o20 | REVISION a | apucasue: | awsona | ‘SMS | soyax/2020
arpucaaue cooe
[PROCESO DE SOLBADURA PRES
fecone ooces ee awa aa
SUPPORTING Pa Nos weraniceen/ata | Mt memcane tana | _SMSMOA
TDISERO-DE LA TUNA (QW-402]/ JOINT DESIGN (W402)
miro. aA) sencuia. | y | conte. RESPALDO. SIL VES No
Te SINGLE: lpousce: BACKING:
‘SEPARACION DE LA RAIZ: pe HOMBRO: sam MATERIAL DE RESPALDO:
ROOT SEPARATION: OTT ACE: BACKING MATERIAL:
TANGULO DELARANURE 55 9] RADIO UE wa SANEAMIENTO DE RAIZ
(GROOVE ANGLE: RADIUS (1) BACK GOUGING:
MATERIAL BASE (QW-403) / BASE MATERIAL (QW-403)
TSPECIPIEACION TIPO Y GRADO / SPECIFICATION TYPEANO GARDE! ASAE
E No. P/P-No. 1 [Grupo ne /GRouPNo=| TODOS [ANeP/TOPNo:| 1 | GRUPONo. / GROUP Na. | TODOS!
"ANALISIS QUIMICO ¥ PROPIEDADES MECANICAS / CHEM. ANALYSIS AND MECH. PROP.: t mans
AANGO DE ESPESORES / THICKNESS RANGE: METAL BASE / BASE METAL
378" - 1.500" TANURA7 GROOVE: [ere rue [| Topas
ATRO (TRO) | DIAMETER (PPE) Wa DIAMETRO (SOUDO) / DIAMETER SOU): Wa
[MATERIAL DE APORTE (QW-404)/ FILER METALS [QW-404)
ESPECIFICACION No. /SPECIFICATIONNo.: | SFAS.A [| SFA5.1 TTAMANO METALES DE APORTE / SIZE OF FILLER METALS:
TGLASIFICACION AWS No. /AWS No. (CLASS): | _ E6010 E7018 3/16 1/8"
No. / FN. ‘ 4 {MARCA DELFUNDENTE / FLIX TRADE NAME:
No.A/ANo. a 5 WA
‘GIAS.ELECTRODO FUNDENTE / ELECTRODE FLUX CLASS) WA
INSERTO CONSUMIBLE / CONSUMABLE INSERT : NIA
oTho jon VARIA SOUOA 7 AAMORETUBUCAR
POSICIONES (QW-405) / POSITIONS (@W-405)
POSICION DE LA RANURA / POSITION OF GROOVE = 3G 4G POSICION DEL FILETE / POSITION OF FILLET :
PROGRESION / WELDING PROGRESSION : ASCENDENTE / UP: ¥ DESENDENTE / DOWN:
SOGIGIONES QUE CALFICA / QUALIFYING POEITION TARURAT GROOVE "Topas | Fuere/AUET: | TODA
TPRECALENTANIENTO (QW-406) / PREHEAT (QW-406)
MANTTO. OF CALOR DE
JoaccaLENTAMNGTO TEMP. MAN. / RGHCAT TEM. aN. | aoe ee ab | snuceoaee tow
TEMP. ENTRE PASOS /INTERPASS TEMP. MIN, 65°C MAX. 180°C paenexrmanrenance |" ONTREPAsoS)
loBseRvACiONes / COMMENTS: —L SANEAMMIENTO DE LA RAZ APLICA UNICAMENTE DONDE LA CONDICION LO PERMAITA
TLABORAGD PAR MADEBTZ APR
Senior Welding Inspector
JOSE AGU: RNANDEZ 1 NG.
Nombre y Firma Nombre y Firma HOIA1 DEZ
‘causunwrs.cor nev FORMATO ELABORADO FOR: NG JSE AGUSTINGRAMLLO�( FABRICACION Y MONTAJES ESPECIALIZADOS QUEZADA, S.A. DE C.V.
ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA (WPS).
WELDING PROCEDURE SPECIFICATIONS (WPS).
TRATAMIENTO TERMICO POST SOLDADURA{QW-407)7
POSTWELD HEAT TREATMENT (QW-207)
RANGO DE TEMPERATURA / TEMPERATURE RANGE:
COMPOSICION (36) / COMPOSITION (36)
GAS(ES)_[MEZCLA MIXTURE] FLUIO/ FLOW
NA PROTECCION] SHELDING | —_W/A NA WA
TANGO DE TEMPO TIME RANGE TARRASTRE/ TRAILING | W/A WA NA
NIA RESPALDO / BACKING | N/A
‘CARACTERSTICAS ELECTRIONS (QWA09) 7 #LECTRICAL CHARACTERISTIC (QUADS)
[conmiene: OTRO
peor faa co |v | co | —~ | pursaoarruiseo | —- | ROe |
POLARIDAD "ANPERAIE RANGO): | _VERTABIA] VOLATEIE RANGO):
POLARITY Sage ‘aqs(rance): | _ANEXA | VOLTS (RANGE): See
"TAMANO ¥ TIPO DEL ELECTRODO DE TUNGSTENO / TUNGSTEN ELECTRODE SIZE
"MODO DE TRANSFERENCIA DEL METAL PARA GMAW:
MODE OF METAL TRANSFER FOR GMAW:
RANGO DE VELOCIDAD DEL ELECTRODO DE ALAMBRE:
ELECTRODE WIRE FEED SPEED RANGE
"TECNICA [QW-410) / TECHNIQUE (QW-420)
[CORDON RECTO U OSCILANTE / STRING OR WEAVE BEAD TRECTAV OSCHLANTE
JORIFICIO O TAMANO DE COPA DE GAS (GTAW / ORIFICE OR GAS CUP Size (GTAW):
MPIEZA INICIAL V ENTRE PASOS /INITIAL 8 INTERPASS CLEANING ‘CARDA, ESMERIL, DISCO, CEPILLO
[METODO DE ELIMINACION DEL RESPALDO / METHOD OF BACK GOUGING ‘CUANDO SE QUIERA DESBASTAR POR ESMERILADO
[DISTANCIA CONTACTO (TUBO-PZA, TRABAJO) / CONTAC TUBE TO WORK DISTANCE ‘COMO SE REQUIERA
[PASO MULTIPLE 0 SENCILLO (POR LADO) MULTIPLE OR SINGLE PASS [PER SIDE]. ‘MULTIPLE 0 SENCILLO
[VELOCIDAD DE AVANCE (RANGO) | TRAVEL SPEED (RANGE) VER TABLA ANEXA
|MARTILLEO / PEENING:
"TABLA ANEXA / ATTACHED TABLE
CAPASOLDADORA/ | mocso/ [women mune | Femenrvcimon | vous [ve acer ae
wenuvers | 068! [eeu Joomroamern | rounny | nwras | Sansa | sexoracran :
1 swaw | eso10 | s/s" | ocer | sozs [2530] 4 —s,
2 smaw | eso10 | as" | veep | 150215] 25-30] 4
3AN smaw | evois | s/s" | ocep | 150215] 2530] 4
INOTAS / NOTES: No se permite acelerar el enfriamiento de a soldadura por Aingun medio. lenfiamionto Gaberd ser atempamb.
1. No soldar cuando la temperatura ambiente este por debajo de O'F (18°C)
>. Nosoldar cuando el metal base este expueste a via & nieve
2.- No soldar cuando el viento estepor arriba de los 12 kph y se erezca de proteccin adecuada
Cuando la temperatura del meta base este por debalo 32°F ("C), este deberd ser precalentado mjnime.2 70% (20°C)
Nombre y Firma
‘caLsnewrson REVO FoRMATO EUABORADO POR: ING. JOSE AGUSTINGRANILO�FABRICACION Y MONT AJES ESPECIALIZADOS QUEZADA, S.A. DE C.V.
REGISTRO DE CALIFICACION DE PROCEDIMIENTO DE SOLDADURA (PQR)
PROCEDURE QUALIFICATION RECORDS (PQ!
Revision: coniGo APLICARL
Review: ‘APPLICABLE CODE: bie a
eHPRE
A MANUAL
ts TIPOS: COMPANY :
sree(s): | MANUAL.MAQUINA, AUTOMATICA, SEMIAUTOMATICA (Manual,
MACH AUTOMATIC SEMLAUTONAIC)
‘TENSION / TENSILE TEST (QW-150)
‘QUEZADA
PRUEBA DE
raoortave, | MEO [SPEDE T area tony |] cancama ogy | sestauarensniven | ,,MOBERIAY
sraweve, | wer, [rons | “etn! | roraccona rs) | umeareunrsmesian | UOcAe/ necor
a a eass02 DOCTE METAL ASE
iio [ee [a] oo BOT METALEASE
“os resultados estan en conformidad conto criterias de aceptaciin establecidos en el parrafo QW-153.1 (d) del codigo ASME SECIN
'PRUEBA DE DOBLES GUIADO / GUIDED BEND TEST (QW-160)
PROBETA No / SPECIMEN No. TIPO'V FIGURA No. / TYPE AND FIGURE No. [RESULTADOS / RESULT
PDG-O1 LATERAL QW-462.3 (a) [AGEPTABLE (SIN INDICACIONES)
PDG-02 LATERAL W-462.3 (a) [ACEPTABLE (SIN INDICACIONES)
OG 08 TATERAL W_162.2 (0) "ACEPTABLE (SIN INDICACIONES)
POG-O4 LATERAL QW-462.3 (a
'ACEPTABLE (SIN INDICACIONES)
PRUEBA DE TENACIDAD / TOUGHNESS TEST (QW-270)
UBICACION] TAMAR [VALORES IMPACTO/IMPAC VAL. PISO DE GOTA/ DROP WEIGHT BREAK
pronerane. | mursca | pronera |remp. pRUEBA|
SPECIMEN No, | NorcH | specimen | Tesrremp, | ™KE | %CORTE | mm ROTURA ‘SIN ROTURA
isaiiaw | axe sins | xsuear | mite BREAK WITHOUT BREAK
[PRUEBAS DE SOLDADURAS DE FILETE / FLLET WELD TEST (QW-160)
TREGULTADO ACEPTARLE SI] VES — PENETRACIOM BENTRO METAL BASE aes | ——
RESULT -OK No. a PENETRATION PARENT METAL NO.
RESULTADO MACRO ATAQUE / MACRO RESULT:
‘OTRAS PRUEBAS / OTHER TEST
TIPO DE PRUEDA7 TPE TEST: 'EXAMINACION RADIOGRARICA (AT).
[ANALISIS DEL DEPOSITO / DEPOSIT ANALISYS:
SALDADOR / WELDER’S NAME: ‘CESAR JUAREZ MENDEZ CLAVE / STAMP No. om
'PRUEBA CONDUCIDA POR / TEST CONDUCTED BY: Gosnasavae | PRUEBADE LAB, /LAB.TEST: INFRA,
JOSE AGUSTIN:SE ING. ROMULO BETANZOS RIVERA
Nombre y Firma Nombre y Firma HOIA2 DE2�SC
REGISTRO DE CALIFICACION D }CEDIMIENTO DE SOLDADURA (PQR).
PROCEDURE Ql CATION RECORDS (PQR).
POR-QUEZADA-CS-003/2020
FABRICACION Y MONTAJES ESPECIALIZADOS QUEZADA, S.A. DE C.V.
30/11/2020
EMPRESA
COMPANY:
MANUAL
}OPORTADO POR WPS NO.:
CAJUNTA / JOINT DESIGN (QW-802)
[MANUAL MAQLINA, AUTOMATICA, EMIAUTOMATICA manual,
MACHINGAUTOMAT,SEHAUTOMATC)
SENCILLAS Ee
To: Iswcue:
Te RANA ooo
bie liad lpouste: he
SEPARACION DE LA RA: HOMBRO:
ROOT SEPARATION: 3mm | norrrace: | #™™
"ANGULO DE LA RANURA:
GROOVE ANGLE:
"MATERIAL BASE 7 BASE MATERIAL (QW-403)
SPEC. TIPO ¥ GRADO / SPEC. TYPE AND GARDE:
RADIO UU.
naousiu) | NA
TRATAMIENTO TERMICO POST SOLDADURA
POSTWELD HEAT TREATMENT (QW-407)
astm aah
NA
we P/Pwor [a
[ANP /TOP-No.:
RANGO DE ESPESORES / THICKNESS RANGE:
1/8" - 1.000"
{GION (017 COMPOSITION (8)
BIANHETRO [TUR] BIAMETER (IRE) “ataw _[auo/ row] GaS(eS) [Merrie Janine
[MATERIAL DE APORTE / FILLER METALS (QW404) roreccn/sweione| N/A WA WA
ESPEC. SFA SFASPEC: SFAS./SFASS N/A WA N/A
CHASE AWS / AWS (CLASS) F6010/€ 7018. N/A NA
Ne F. = "EARACTENIETICAS ELECTIICAS / ELECTRICAL CHARACTERISTIC (QU/ 709)
No. AA No. 2 [CORRIENTE / CURRENT: cD
TAMAR SOLD. / SIZE WELDS: 3/6" 3/8" POLARIDAD / POLARITY: (P)ELECTRODO POSTIVO
OTRO / OTHER: — [AMPERES / AMPS: 90-130 [vous /vouTs:_ii-30
'POSICIONES / POSITIONS (QW-405)
FAMARNO V TIPO DEL ELECTRODO DE TUNGSTENO
POS. DE RANURA/ POSITION OF GROOVE: 36
[TUNGSTEN ELECTRODE SIZE:
PROGRESION 7 WELDING PROGRESSION TASCENDENTE
jorRo / OTHER:
‘OTRO / OTHER
PRECALENTAMIENTO / PREHEAT (GW-406)
TECNICA / TECHNIQUE (QW-430)
TECALENTAMIENTO TEMP. Mi: D
PREHEAT TEMP. MIN. aS
TEMP, ENTRE PASOS:
INTERPASS TEMP.
Rlombre y Firma
ING. ROMULO BETANZOS RIVERA
Nombre y Firma
También podría gustarte
Wps 12 A
Aún no hay calificaciones
Wps 12 A
2 páginas
WPS 003 A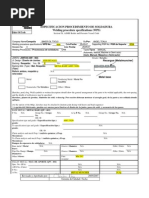
Aún no hay calificaciones
WPS 003 A
4 páginas
WPS Fer
Aún no hay calificaciones
WPS Fer
5 páginas
Wps 5
Aún no hay calificaciones
Wps 5
4 páginas
WPS y PQR
Aún no hay calificaciones
WPS y PQR
30 páginas
WPS Mixto
Aún no hay calificaciones
WPS Mixto
32 páginas
WPS11A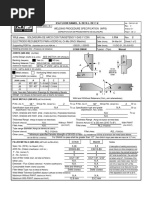
Aún no hay calificaciones
WPS11A
2 páginas
4 - PT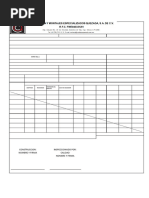
Aún no hay calificaciones
4 - PT
1 página
5 - VT
Aún no hay calificaciones
5 - VT
1 página





















































