0% encontró este documento útil (0 votos)
85 vistas21 páginasFormato WPS para Soldadura en Excel
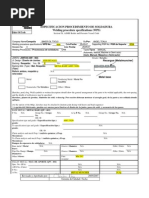
Este documento proporciona un formato sugerido para especificaciones de procedimientos de soldadura (WPS) que incluye secciones para detalles de la junta, metales base y rellenos, posiciones, precalentamiento, características eléctricas y técnica. También proporciona un formato sugerido para registros de calificación de procedimientos (PQR) que incluye secciones para detalles de la junta, metales base y rellenos, posiciones, precalentamiento, características eléctricas
Cargado por
Roberto GarciaDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como XLS, PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
85 vistas21 páginasFormato WPS para Soldadura en Excel
Este documento proporciona un formato sugerido para especificaciones de procedimientos de soldadura (WPS) que incluye secciones para detalles de la junta, metales base y rellenos, posiciones, precalentamiento, características eléctricas y técnica. También proporciona un formato sugerido para registros de calificación de procedimientos (PQR) que incluye secciones para detalles de la junta, metales base y rellenos, posiciones, precalentamiento, características eléctricas
Cargado por
Roberto GarciaDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como XLS, PDF, TXT o lee en línea desde Scribd