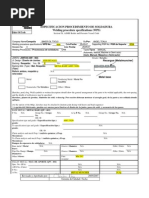
QW-482 WELDING PROCEDURE SPECIFICATION ( WPS ) Page 1of 2 Revision N° 08
ESPECIFICACION DE PROCEDIMIENTO DE SOLDADURA ( EPS) EPS / WPS: 0-006
Nombre de la compañía Rev. N° 5 Rev. N° 6 Rev. N° 7 Rev. N° 8
IMPSA
Company Name Fecha / Date 12/05/2006 04/09/2007 02/11/2007 04/06/2008
Especificación de Procedimiento de Soldadura (EPS) Nº. Por :
Welding Procedure Specification ( WPS) N°
0-006 By :
Ing. Pedro Garcés
Proceso(s) de Soldadura Tipo(s) MANUAL
SMAW MANUAL
Welding Process Type(s)
Avalado por RCP Trat. Impact e (mm) Material Base RCP Trat. Impact e (mm) Material Base
RCP N°: PQR Term. Test t(mm) Base Material PQR Term. Test t(mm) Base Material
Supporting by 3852 Si No 14 AISI 304 WPQT 083 No No 50 AISI 304
PQR N° 4610 No Si / Yes 45 A240 Tp 321
JUNTAS (QW-402) Diseño de la Junta Respaldo Si No Material de respaldo
(*) (*)
JOINTS Join Desing Backing (*) Backing Material Type
( * ) Ver los detalles de las juntas en los planos de fabricación. See
joint details in production drawing or sketches. "Este
procedimiento es aplicable para la reparación de soldaduras en bisel y filetes y para realizar enmantecados. Para filetes no hay limitación en el
espesor del metal soldado depositado y para las otras sold., el rango, es el calificado como se muestra abajo en QW 403. This
specification is applicable for weld repairs to groove and fillet welds and for weld buildup, for fillet there is no limitation on the thickness of base material
or deposited weld and for other than fillet welds, the thickness range for base metal and deposited weld metal for each welding process shall be in
accordance with QW 403 (see below) "
a T°. impacto Temp.T.Térmico Permanencia Rango de espesores
METAL BASE (QW-403) BASE P-N° P-N° Heat Treat. Temp.
to Impact test Time Range Thickness range Base Metal
METALS Range (°C)
AISI 304 a AISI 304 --------- 580 - 600 °C Necesario Necessary 4,8 A 28
AISI 304 a AISI 304 20°C --------- --------- Ver abajo / See bellow
Rango de espesores de Metal Base ( Sin/Without PWHT sin/without charpy/Impact test 4,8 a 200 mm.
Bisel Filete:
mm ) Sin/Without PWHT con/with charpy/Impact test 16 a 200 mm. Todos / All
Groove Con/With PWHT sin/without charpy/Impact test 4,8 a 28 mm. Fillet
Thickness range Base Metal
Esta especificacion habilita la soldadura de c/u de estos materiales entre si y toda la combinacion entre ellos, excepto la union entre
Otro materiales NO ASME y ASME, para los cuales solo esta habilitada la combinación especifica calificada.
This specification enables the welding between all ASME materials except the welding between NO ASME and ASME materials.
Other
METAL DE APORTE (QW-404) SMAW
FILLER METAL SMAW
Alternativa / Alternative
Nº de Espec. (SFA)
5.4 5.4
Specification N° ( SFA )
AWS Nº. (Clase) E 308 / 308 L E 347
F-Nº. 5 5
A-Nº. 8 8
ø ( mm ) Metal de Aporte
3.25 - 4.00 - 5.00 3.25 - 4.00 - 5.00
ø ( mm ) Filler Metal
Combinación Alambre Fundente
N/A N/A
Electrode Flux ( Class)
Forma del metal de aporte Electrodo Electrodo
Filler Metal product form Electrode Electrode
Nombre Comercial del Fundente N/A N/A
Brand Name
Tipo de Flux ( neutral o activo) Nota: Materiales tipo L deben ser
N/A N/A
Flux Type ( neutral to active) soldados con aporte EXXX-L y los
Reciclado de Escoria materiales tipo 321 / 347 deben ser
N/A N/A soldados con aporte E347. /
Recrushed Slag
Rango de espesores de metal de aporte Bisel Materials type L shall be welded
Bisel
................... ................... with filler metal EXXX-L and
(mm) Groove Groove
material type 321 / 347 shall be
Weld Metal Thickness Range ( mm ) Filete Filete
................... ................... welded with filler metal E347
Fillet Fillet
Inserto Consumible N/A
Nota: Esta especificacion es valida pára juntas de penetracion total o parcial como asi tambien en filetes. This
Note: Specification is Valid for full and partial penetration welds and also fillets
� QW-482 WELDING PROCEDURE SPECIFICATION ( WPS ) Page 2 of 2 Revision N° 08
ESPECIFICACION DE PROCEDIMIENTO DE SOLDADURA ( EPS) EPS / WPS: 0-006
POSICIONES (QW-405) Posiciones de Bisel Progresion de soldadura ( 3G y 3F ) Ascendente
Todas / All
POSITIONS Positions of Groove Welding Progression Sin / With charpy / impact test
Posiciones de Filete Otros
Todas / All
Positions of Fillet Other
PRECALENTAMIENTO (QW 406) Temp. Min. Prec. °C
eliminar la humedad / Eliminate Humidity
PREHEAT Min. Preheat Temperature
Temp. De Mantenimiento °C Durante la ejecucion de la soldadura / Temp. Entre pasadas Max. °C < 150°C
During exist welding
Preheat Maintenance Maximum Interpass Temperature
Otros
Other
TRAT. TERMICO POST. (QW-407) Rango de temp °C Rango de Tiempo
(*) (*)
POSTWELD HEAT TREATMENT Temperature Range Time Range
Velocidad de Calent. y Enfriamiento / Otros ( * ) Según indicacion de plano / See production drawings
Cooling and heating rate or special instructions
Other
GAS ( QW-408) Gas (es) Mezcla / Mixture Caudal Gas / Flow Rate
GAS Proteccion / Shielding N/A N/A N/A
Arrastre / Trailing N/A N/A N/A
Respaldo / Backing N/A N/A N/A
Otros
Other
CARACTERISTICAS ELECTRICAS (QW-409) Corriente CC o CA CC Polaridad Electrodo ( + )
ELECTRICAL CHARACTERISTICS Current Polarity
Amperaje (Rango) Ver Abajo / Voltage (Rango) Ver Abajo / See Modo de Transferencia Metalica
N/A
Amp. Range See below Voltage ( Range) below Mode of Metal Transfer
Electrodo de Tungsteno-Diametro y Tipo N/A
Tungsten Electrode- Diameter and Type
TECNICA (QW-410) Cordon Simple o Costura Ambos / Both Balanceo N/A
TECHNIQUE String or Weave Bead Weaving
Dimension de Boquilla de Gas Distancia Tubo Pieza Martillado
N /A N/A No
Orifice or Gas Cup Size Contact Tube to Work Distance Peening
Electrodo Simple o multiple Simple Pasada Simple o Multiple ( Por lado)
Multiple
Multiple or Single Electrode Multiple or Single Pass ( per Side )
Limpieza inicial y entre pasadas Metodo de Saneado de Raiz Arco de Aire, amolado o maquinado /
Cepillado / Esmerilado - Arc Air, grinding or machining
Initial and Interpass Cleaning Method of Back Gouging
Brushing / Grinding
Otros Ancho max. de costura : para ø 3.25mm � 12mm ; ø 4.00mm � 16mm ; φ 5.00mm � 20mm
Other Width of string maximum : for ø 3.25mm - 12mm; ø 4.00mm - 16 mm; ø 5.00 mm - 20mm
Secuencia N° Proceso Metal de Aporte Corriente Rango de Velocidad de Heat Nota
Sequence N° Process Filler Metal Current Voltage Avance Input
Clase Diámetro mm Polaridad Amp. Rango Voltage Travel Speed Max
Class Diameter mm Polarity Amp. Range Range cm / min K. Joule / cm
E 308-XX 3.25, 4.00
Plana y Hor. SMAW CC + 90 - 190 22 - 26 8 - 12 .......
E347-XX 5.00
E 308-XX
Vertical SMAW 3.25 y 4.00 CC + 90 - 150 20 - 24 6 - 10 .......
E347-XX
E 308-XX 3.25, 4.00
Sobre cabeza SMAW CC + 80 - 140 20 - 24 6 - 10 .......
E347-XX 5.00
Nota En juntas con un borde recto, la primer pasada debera darse sobre ese borde.
Note: In joint with one straight face, the initial beads should be done on this. Ing . P. garcés