Datos de Prueba 8924A490: Especificacion de La Bomba
Cargado por
Edinson Ariel Chavarro QuinteroDatos de Prueba 8924A490: Especificacion de La Bomba
Cargado por
Edinson Ariel Chavarro Quintero8924A490 Edición: 2
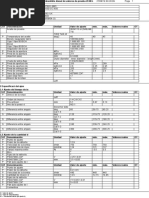
Datos de Prueba 8924A490
Perkins T2332 Gen Set Fecha:00/00/00
ESPECIFICACION DE LA BOMBA
Sentido de rotación: a derecha
Regulador: Mecánico,toda velocidad.
Longitud de horquilla: 41.5 ± 0.5mm
Fijación del muelle regulador: 2
Diámetro émbolos: 7.0 mm (4 émbolos)
Eje de transmisión: Eje rígido
Ajuste presión de transferencia, en placa de extremo.
Sistema de compensación de viscosidad en placa extremo.
Avance: Carga ligera.
Placas de ajuste del caudal máximo.
Tensión electroválvula: Ver SIN DT294.
Código fabricante: 2643D641 Código ajuste: ....JF/2/.
CONDICIONES DE PRUEBA ISO.
Estos datos son válidos bajo condiciones de prueba especificadas
y únicamente para los bancos de prueba: HA3000/2500/700,AVM y PGM
Aceite de pruebas: ISO 4113 a 40 ± 2°C.
Presión de alimentación: 0.3 bar.
Presión de sobrante: 0.0 bar
Toberas: BDL0S6889
Presión de apertura: 172 + 3 - 0 bar.
Porta-tobera: ISO 7440 + Conjunto de filtro YDB288.
Tubos de alta presión: 6 x 2 x 600 (ISO 4093.1).
NOTAS PRÉVIAS
Apriete del todo ajustador presión transfer.y desenroscar 9.5
vueltas antes de comenzar la prueba.
Lectura avance: Del anillo de levas
Se monta lámina de 1.4mm en el tapón del muelle en montaje
Después de ajuste, láminas deben ser entre 1.0 y 3.0 mm.
CONDICIONES DE PRUEBA ISO
No. Operación R/V RPM Condiciónes
1. Purga (V) 100 Obtener caudal en cada inyector y en
el sobrante.
El tornillo regulador y la valvula de aguja deben estar enrosc.
Llevar util actuador a purgador de bomba.
Bajar banco de pruebas a 200 rpm.
Depués de ajustar la P.T. el útil debe levantarse antes de
efectuar la lectura. Ver SIN D032.
Ajuste caudal maximo bruto - Actuador abierto.
2. Estabilización R/V 900 PT 6.76 bar(98.0 psi)
y preajuste Caudal máximo en
139 ± 1.0 mm3/e. Hacer girar la
bomba 3 minutos para estabilizar.
3. Caudal (V) 900 44 a 100 cm3 en 100 emboladas.
sobrante Caudal 400 a 900 cm3/min.
4. Pres.transfer. (V) 100 Mínimo 0.48 bar, (7.0 psi)
5. Caudal (V) 100 Mínimo 70.0mm3/emb.
6. Avance (R) 500 0°(Puesta a cero comprobad.de avance)
7. Avance (V) 900 0.3° ( 0.2 mm).Máximo.
Use actuador/vavula de aguja y ajustador de presión de trans.
8. Avance de (V) 900 5.8 a 6.2 ° ( 3.5 a 3.7 mm).
carga ligera 61.5 ± 4.0 mm3/emb. Palanc.acel.
9. Pres. interna (V) 900 0.1 a 0.5 bar( 2 a 8 psi)
10. Pres.transfer. (V) 900 6.4 a 7.2 bar( 93 a 104 psi)
Si es incorrecto iniciar desde prueba (8 ).
Ajustar Actuador.
11. Avance de (V) 900 9.3 a 10.0 ° ( 5.6 a 6.0 mm).
carga ligera 42.0 ± 8.0 mm3/emb. Palanc.acel.
Ajustar Actuador.
12. Avance de (V) 900 0.4 a 0.8 ° ( 0.2 a 0.5 mm).
carga ligera 90.0 ± 10.0 mm3/emb. Palanc.acel.
Cerrar Actuador.
13. Caudal (V) 900 Máximo 2.0 mm3/emb.
14. Pres. interna (V) 900 0.62 a 1.24 bar( 9 a 18 psi)
Si es incorrecto iniciar desde prueba (8 ).
Ajustar Actuador.
Quitar manómetros de presión, montar electrovál.de pare o tapón.
Purgar como en la prueba (1).
15. Caudal máximo (R) 900 139 ± 0.5 mm3/emb.
Diferencia máxima 4.0 mm3/emb.
16. Caudal (V) 910 Anotar el caudal mm3/emb.
17. Regulador (R) 1020 15.0 a 30.0 mm3/emb.
18. Corte regulad. (V) 1040 Máximo 5.0 mm3/emb.
19. Caudal (V) 910 Acelerador como en prueba (17).
Mínimo como prue.(16) - 1.0 mm3/emb
Posicionar actuador para comprobar solenoide.
20. Caudal (R) 900 50.0 ± 10.0 mm3/emb.
21. Electroválvula (V) 900 Alimentación cortada, esperar 5 seg.
paro Máximo 4.0 mm3/emb
Parar el banco de pruebas.
22. Caudal (V) 900 Como prue. (19) ± 0.5 mm3/emb.
23. Puesta punto R/V Salida 'Y ', Presión 55 bar Colocar
útil a 334.0°, Trazar una raya.
NOTAS PREVIAS A LA PRUEBA DE VERIFICACIÓN
.
La sección de verificación de este dato ha sido desarrollado en
conjunto con el fabricante de equipo original
Si todos los valores se llevan a cabo, la bomba ajustada
mantendrá la homologación original del motor. Si fallando
alcanzo alguno de los valores, indicará un ajuste de bomba o
función de fallo que requiere otra investigación.
.
No se debe realizar ningún ajuste a menos que se indique lo cont.
Montar el comprobador de avance y ajustar a cero.
.
PROCEDIMIENTO DE VERIFICACION SEGUN NORMA ISO
24. Puesta a punto (C) Salida Y Presión 55 bar
para validación ajustar útil a 334.0+/- 0.5 °
Comprobar de nuevo puntos y
marcas de puesta a punto.
25. Purga (V) 200 Obtener caudal en cada inyector y en
el sobrante.
Llevar util actuador a purgador de bomba.
26. Estabilización (V) 900 Rodar la bomba durante 3 min.
27. Caudal (V) 900 42 a 83 cm3 en 100 emboladas.
sobrante Caudal 450 a 950 cm3/min.
28. Avance (R) 500 0°(Puesta a cero comprobad.de avance)
Ajustar Actuador.
29. Avance de (V) 900 5.8 a 6.2 ° ( 3.5 a 3.7 mm).
carga ligera 62.0 ± 6.0 mm3/emb. Palanc.acel.
Ajustar Actuador.
30. Avance de (V) 900 9.3 a 10.0 ° ( 5.6 a 6.0 mm).
carga ligera 42.0 ± 10.0 mm3/emb. Palanc.acel.
Ajustar Actuador.
31. Avance de (V) 900 0.4 a 0.8 ° ( 0.2 a 0.5 mm).
carga ligera 91.0 ± 11.0 mm3/emb. Palanc.acel.
Ajustar Actuador.
32. Caudal (V) 100 Mínimo 70.0mm3/emb.
Posicionar actuador para comprobar solenoide.
33. Caudal (V) 900 40.0 a 60.0 mm3/emb.
34. Electroválvula (V) 900 Alimentación cortada, esperar 5 seg.
paro Máximo 4.0 mm3/emb
Parar el banco de pruebas.
35. Caudal (V) 900 137 a 141 mm3/emb.
36. Caudal (V) 910 Anotar el caudal mm3/emb.
37. Corte regulad. (V) 1040 Máximo 5.0 mm3/emb.
38. Caudal (V) 910 Mínimo como prue.(36) - 1.0 mm3/emb
39. Puesta punto R/V Salida 'Y ', Presión 55 bar Colocar
útil a 334.0°, Trazar una raya.
VER APARTADO FINAL DE LAS NOTAS EXPLICATIVAS QUE HACE REFERENCIA
A LOS AJUSTES DE CAUDAL Y VEL. MAX. Y VARIAC. PRESTACIONES MOTOR