0 calificaciones0% encontró este documento útil (0 votos)
2K vistas907 páginasProntuario ENSIDESA
prontuario
Cargado por
Isabel López TresgalloDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF o lee en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
2K vistas907 páginasProntuario ENSIDESA
prontuario
Cargado por
Isabel López TresgalloDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF o lee en línea desde Scribd
TABLA DE CONVERSION
Para converte: En Semumietca Para convertr & tees
cadrado 4354000 Centro e610
‘Metro cuadrado 4047,00 Centiitro 0,01
Mile cadreda 14.562 10-3 Cenfimetro 32st x 10
Yerdecvodreda 484000" Certimelro 03937
Pie cibico 43 560,00 Centimetro 10+
Gain 2239x108 Gentine aot
Yardacvodrada "419.60 Ceninetro ond x 104
hee oon Centimetro 10M x 10-4
Metro oéredo 10000 Pieevadraco 1076 x 104
Fencdappegedet 00m Polgads adrads 04350
cm de mercuna 7690 Yerdacuedrods 1.496% 10-+
Fredeogue(atQ 3390 Cerimelrocileo Pe ibico, BBB 10
Poigedeig aor) 2992 —-Canimetro ico Pulgada citica "0.06102
tore foits —Cenfimerocibico Yerdacsbiee 1.308 x 104
tee {ound Cerimerocibico Golones (U8 Lig) 2642 > 10-4
te pgedat N70 Genimetroedbieo Lira ‘0.001
Tonedaipet {ose Centimetroeobieo Pina ([Link]) 2113 x 10-4
cemdemercirio”Aiméstera ‘api3t6
engemererie Peto Oust
ieee sesg emdemercurio kg 1600
Dinajcentimetro? oe ‘em de mercurio Libra/pie* ‘78s
ee can Ubrojpolgadat 0194
pe a crane te fot
reine vlogame x
ocafeulgade! 1450 Ceniimetro-dina Libra. pie 7376 10%
Golén (aceite) 20 Gentimetro-gramo Centimetro diva 900,70
: Gabe cet) sql, Centimero-gromo Metro: klograne 10-4
i ee 105882 go Cininerrgrame Ubra. pe
7 a 30 10" cmlvegundo emit
U. Gramo-caloria 2520 ‘em/segundo: Fie/segund
UL Cvehora aoatxcro+ em/segunde Kilgmetromora
o fore Tole emlegmo Nude
.U. ‘Kilograme - caloria 0,2520 ‘em/segundo rojminuto
Us ilagramo - metro 107.5 par Millajhore
8. Kirstos hors” aoc o+ emiegunde, Milani
Uinora _‘Feibrfiegundo ater Seminaries, Plan
Ufhora jramo-caloria/ ars
Utes eae aioe?
Uhre. Vatio Millafhora/ig
[Link] —Peslibra/seg rege:
Caballo vopor a :
ee, didn 4571
Segundo aad.
Oia mndo 86 4000
8.1. Ujminuto Dinafent inowtera 39969 3 10-7
Piesibra/minute Dinafemt Pulgada Hg 00) 2953 x 10-+
Piecibra/gundo Dinofem? Pulgeda opin (eC) 4015 x 10-4
Koval. Dine Gramo 41020 x 10
Yor Dina Ialofeeningro 102
Ero Dine ‘im (Newton
Piibra Dina
Iho Dine
Kilocaloria Dinalent
Kilogramo - metro ee
Kilovatios hora
Fahrenteit, (Cx919)432 Exsio BTU.
Gramo oo Ergio Dina - centimero
Para convertir En Se mutiplica Para convertir En ‘Se moltipica
por por
Ergio Fie libra 7367 x 10-4 Kllogramo Jolin (Newion) 9907
Ergio [Link] 1,020 x 10" Kilogramo. Libra 205
Ergio Caballo vaperhora. 3,7250 x 10-% Kilogramo Tonelada (larga) 9.842 10-+
Ergio Julio Kllogramo Tonelada (corte) 1,102 x 10-7
Ergio Kilocaoria kgjem? Avméstera 0.9678
Ergio km kgfemt Pie de agua Bt
Ergio Kilovatio-hora kgjemt Pulgoda de Hg 28.96
Ergio Vatio hore kgjem* Librajpulgadat 140
Ergiofsegundo ——_B.T. [Link] Kilogramojmetro Libra 06720
Ergiofsegunde Libra. pie/minuto Kilogramo- metro 8.T.U. 9.294 x 10-7
Ergiofsegunde Libra. pie/segundo Kilogramo -metro Ergio 9.804 x 10°
Ergio/segundo Caballo vapor 1341 x 10°" Kilogramo-metroLibre-pie 7233
Ergiojtegundo _Kilocaloriminuto 1,433 x 10-* Kilogramo metro Jul. 5.804
Ergiofsegunde ——_Kilovatio 10" Kilogramo -metro Kilovato-hora 2.723 x 10-+
kglmé ‘Aiméstera 3.678 x 10-5
aime ar 98.07 X 10-+
alm Pie de agua 3.281 x 10-2
Fathom Metro 1.828804 git Pulgoda de Hy 2896 x 10-*
Fathom Ple 60 yim Lbrajpie 0.2048
aim? beajpulgadat 1.422 x 10-5
gl? Gramofem* 0.001
afm? Librajpie™ 0.06243
Centimetro eibleo 3785.0 g/m? Ubra/puigada? 3,613. 10-*
Pe eibico 04357 kgfmmt Kilograme/n® 10
Pulgada eabica B10 Kilémetro Pie 32810
Metro edbico 3785 x 10-4 Kilémetro Pulgods 3937 3 108
Yardacibice 4951 x 10-7 Kilémetro Metro 1000.0
Litre 3785 Mille osnts
Golén(U. 5) 130095 _Kilémetro Yarda 10940
Golén (U.S) Gali inglés 083267 Kilémetrot ere Is
Goléadeagua Libra de agua 8.453 Kilémetrofhora —_cm/segundo 78
Golén/minsto le edbeofsegundo 2.228 x 10 —_Kilémetrofhora__Pielminuto. S468
Golga/minuto —_Lirofsegundo Kilémetrojhora —Pie/regundo 09i83
Golénjminuto Pie evbicofhora Kilemetrojhora Nude 015396
Grado (énguio) Cuadrante Kilometrojhora— Metro/minvto 167
Grodo (Sngulo)_Radidn Kilometrojhora — Millafhora ont
Grado (Sngulo) Segundo Killovatio, B.T-Ulninuto 56.92
Gramo Dina Kilovatio Libra piefminuto 4426 x 108
Grame ‘Onza (AVDP) 0.03527 Kilovatio Libra piefegundo 737.6
Grome Libra 2.205 x 10-9 Kilovatio Cabalio vapor saat
Kilovatiohora 8. T.U. 34130
Kilovatiohore Ergio 3,600 x 10!
Kilovatiohora Libre pie 2,655 % 10
Heaéree Acre 2471 Kilovatio-hora——_ Julio. 36 x 10"
Hectérea Ple cuadrado 1.076 x 10° Kilovatiorhora—_Kilogramo.melro 3.671 x 10%
Hora Dia A167 x10 Kips bre 1000.0
Hora Semana 5.952 x 10-7
Libra Dina 44.4823 x 108
BTU. 9.480 x 10-4 Libra Julicentimetro 044s
Ergio 1 bea Juliofm (Newton) 448
Pe=libra 07376 Libra Kilogram, 0.4536
Kilecaoria 2389 x 10-4 Librajpie Kilogramo/metro 1.488
Kilogramo-metro "0.1020 Librajpiet Amastera ANS x 104
Julejeentimetre —Gramo 10020 x 10 —Librojpiet Pie de agua 01602
Julioleentimetra Dina 10" : Ubrajpuigedst 6.944 x 10
Juliofeentimetre Libra nae Gramojcentimetro! "001602
Ubrejpieeibico Kilogramo/metro® 16,02
Librojpiecabico —Librajpulgada’ $787 x 10."
Libra-pie Dina ceatimetro 1,356 x 10°
Kilograme Dina 900665 Libra Gromot -centimeiro "13 825.0
Kilogromo Julofeentinetro 0.09807 Libra:pie Kilogromo-metro. 0.1383
(Continia en las guavas finales)
ACERO PARA
ESTRUCTURAS DE
EDIFICACION
VALORES ESTATICOS
ESTRUCTURAS
ELEMENTALES
primera edicién: diciembre 1967/250
segunda edicién: mayo 1969/5.000
tercere edicién: diciembre 196/5.000
cuarta edicion: mayo 1975/7.000
quite edicién: octubre 1978/5.000
sexta edicién: septiembre 1982/7.000
séptima edicion: septiembre 1990/5.000
© Empresa Nacional Siderirgica, S. A.
Plaza América, 10
33005-OVIEDO (Asturias)
Oficina en Madrid:
C/ Velazquez, 134 bis
28006-MADRID.
Derechos reservados. Prohibida la reproduccién
total o parcial sin los permisos correspondientes
S.B.N.: 84-87405-08-3 tomo 2
Depésito Legal: M. 27.222-1990
moresion: Mateu Cromo, S. A. Ctra, Pinto a Fuenlabrada, s/n
PINTO (Madrid)
TORRE PICASSO. MADRID.
10.000 Tm, de productos sideruirgicos suministrados por Ensidesa.
mss +
TE DE LA BARQUETA,
2.500 Tm. de e
iclura, suministro de Ensidesa y fabricado y montado en U.T.E, con AUXINI
AMPLIACION FERIA DE MUESTRAS DE
10.000 Tm. de estructura suministradas, fabricadas y montadas por Ensidesa
ensinzsA@ 7
PASARELA PEATONAL VILLAVERDE BAJO. MADRID.
Proyectada y construida por Ensic
PUENTE SOBRE EL RIO TURIA. VALENCIA,
Proyecto altemativo estructura mixta realizedo por Ensidesa que se compiementé con fabricaci6n y montaje.
Detalle fabricacién cajén
EnS/IDzSA
INTRODUCCION A LA SEPTIMA EDICION
Al haberse agotado la sexta edicion del PRONTUARIO ENSIDESA, Tomo |, superandose asi la
venta de veintisiete mil ejemplares, nos complace publicar una nueva edicidn, que al quererla incluir
en la serie de PUBLICACIONES ENSIDESA «Manuales sobre la construccién con Acero», aparece
como Tomo 2 de la misma
Atendiendo las sugerencias recibidas de los usuarios del Prontuario, incluimos un capitulo sobre
Aceros para Estructuras de la Edificacion, que hemos denominado Capitulo 0. por considerarlo una
eficaz introduccién al estudio de Valores Estadisticos y Estructuras Elementales, capltulos que han
definido la obra.
Desde aqui queremos agradecer el magnifico trabajo efectuado por D. Emesto Ema Bastardin,
autor de este nuevo Capitulo 0 «Aceros para Estructuras de la Edificacion». Consideramos la gran labor
realizada para condensar todo el proceso de fabricaci6n y asi poder extenderse en la fabricacién de
los aceros para la construccién y la descripci6n de la normativa de los mismos. En esta parte se intuye
Su especializacion profesional en el campo de la normalizacién que, sin duda, es lo que le ha permitido
analizar los aceros tanto desde el punto de vista de las normas nacionales como de las europeas y
adelantar los tipos de acero de las nuevas normas.
Como siempre agradeceremos cuantas sugerencias consideren oportunas y que servirén para que
esta obra pueda seguir perfeccionéndose.
Indice
0. ACERO PARA ESTRUCTURAS DE EDIFICACION,
Definiciones y generalidades
Resefia historica
Fabricacion del acero. Pracesos actuales
on
02
03.
4
0,
08.
031
032
033
034.
035.
036.
rimeras materia: los minerales de hierro, el coque y la chatarra de acero
Fabricacién del arrabio: el Horno Alto
Elaboracién del acero
Metalurgia fuera del horno
Colada del acero
Conformacién del acero: laminacién, fora y estampacion y moldeo
Clasificacién y designacién de los aceros
04a
04.2
043
044
Criterios de clasificacion
CClasificaci6n segan la composicion quimica: aceros aleados y aceros no aleados
Clasifcacion segin las propiedsdes de empleo: aceros de base, aceros de calidad y aceros especiales
Designacién de los aceros
Caracteristicas de los aceros
051
08.2
083
084
085
Microestructure del acero. Diagrama Hierro-Carbono
‘Composici6n quimica del acero
Proceso de laminacion, Aceros con tratamiento termomecsnico
CCaracteristicas principales de los aceros de construccién
Caracteristicas utilizades pare definir os aceros de construccién: resistencia, energia de rotura por
flexion y soldabilidad 7
‘Aceros empleados en la construccién
061
06.2
08.3
084.
065
086.
087.
068.
‘Aceros de uso general
‘Aceros soldables de alto limite eléstico: aceros de estructura ferita-perlite, aceros de peritareducida
Y aceros con estructuras bainitica y martensitica
‘Aceros con resistencia mejorada a la corrosion atmosférica
‘Aceros con propiedades garantizadas en el sentido del espesor
Aceros recubiertos
‘Aceros inoxidables
‘Aceros para tornillos
Calidad superficial de los productos de acera
0.7. Consideraciones sobre la eleccién de los aceros
08. Consideraciones sobre el control de la calidad
0.9. Los productos empleados en la construccién con acero,
0.10. La normativa sobre los aceros de construccién
Apéndice. Relacion de normas citadas
a
2
5
6
33
36
37
44
44
45
45
a
a7
54
55
56
1
M4
berogrren
HOH
HI
eae ee z
eas
12
VALORES ESTATICOS
Perfiles laminados. Seccidn bruta
Un perfil IPN. Seccién brut
Un perfil PE. Seccion bruta
Un perfil HEB, Seccién bruta
Un perfil HEA. Seccién bruta
Un perfil HEM. Seccién brute
Un perfil UPN. Seccién bruta
Un perfil L. Seecion bruta
Un perfil LD. Seccién brute
Un perfit T. Seccién bruta
1
1
1
1
1
1
1
1
1
Perfiles laminados, Seccién neta, seccién semineta y disposici6n de agujeros
1.21. Un perfil IPN. Seccién neta y seccién semineta. Agujetos en las alas
1.2.2. Un perfil IPE. Seccién neta y seccion semineta. Agujeros en las alas
1.2.3. Un perfil HEB. Seccién neta y seccién semineta. Aquieros en las alas
1.2.4. Un perfil HEA. Seccién neta y seocién semineta. Agujeros en as alas
1.2.8. Un perfil HEM. Seccién neta y seccion semineta. Agujeros en las alas
1.2.6, Un perfil IPN. Agujeros an el alma, Disposicién
1.2.7. Un perfil IPE. Agujeros en el alma. Disposicién
1.2.8. Un perfil HEB. Aguieros en el alma. Disposicién
1.28. Un peril HEA. Agujeros en el alma. Disposicion
1.2.10. Un perfil HEM. Agujeros en el aima, Disposicion
1.2.11. Un perfil UPN, Seccion neta y seccién semineta. Agujeros ei las alse
1.2.12. Un perfil UPN. Aguieros en al alma. Disposicién
1.2.13, Un perfil L. Agujeros en las alas. Disposicion
1.2.14. Un perfil LD. Agujeros en las alas. Disposicign
1.2.18. Casquillo apristatuercas. Diémetio exterior
Perfiles T obtenidos por corte longitudinal de vigas 1
4.3.1. Medio perfil IPN
1.32, Medio perfil IPE
1.33. Medio perfil HEB
1.34. Medio perfil HEA
4.3.8. Medio perfil HEM
1.3.6. Un perfil T alma larga, obtenido de IPN
1.3.7. Un perfil T alma larga, obtenido de IPE
1.3.8. Un peril Talma larga, obtenido de HEB
1.3.8. Un perfil Talma larga, obtenido de HEA
1.3.10. Un perfil T alma larga, abtenido de HEM
Pertiles formados por chapas soldadas
1.4.1. Peifiles no tipificados. Limitaciones dimensionales
1.4.2. Un perfil PES
1.4.3. Un perfil HEBS
1.44, Un perfil HEAS
1.4.5. Un perfil HEMS
4.46. Un perfil POBS.
1.47. Un perfil PCAS.
1.48. Un porfil POMS
1.4.8. Un perfil VS
1.4.10. Un perfil PAS
1.4.11. Un perfil T.
1.4.12, Platabandas
Composicién de pertiles
15.1. Dos perfiles IPN dos distintas separaciones entre ojes
1.5.2. Dos perfiles IPN en cruz
znsizsA@
7
99
100
102
104
108
108
no
112
118
126
129
130
132
134
136
138
140
iat
142
143
144
145
146.
147
151
159
161
162
163,
164
165
186
167
168
169
170
7
173
176
178
178
179
173
180
180
181
182
196
228
230
240
242
247
HHH) We {40++OOHCO Bm anaes TLRs HoT
BS oPeurl Ss coe s
arrrsn
153.
154
185.
186.
187.
158.
159.
1.5.10.
1511
1.8.12.
1.6.13.
15.14.
15.16.
15.16.
1517.
15.18.
16.19.
1.5.20.
1.5.21
16.22.
1.5.23.
1.5.24.
1.6.26.
1.6.26.
1.627
15.28.
1.5.29.
Perfiles
16.1
162
163.
16.4.
165.
166.
187.
Periles
474
172
173,
Perfiles
181
1.82
183.
184
185.
186.
1.87.
Valores
191
192
Dos perfiles IPN perpendiculares
Un perfil IPN con dos platabandas soldadas
Dos perfiles IPN con dos platabandas soldadas. con distintes separaciones entre ejes
Un perfil compuesto por un IPN y un UPN
Un perfil compuesto por un TPN y un UPN
os perfiles IPE con distintas separaciones entre ejes
Dos perfiles IPE perpendiculares
Conjunto de tres perfiles IPE
os perfiles IPE en cruz
Un perfil IPE con dos pletabandas soldadas,
Un perfil IPE con dos platabandas soldadas
os perfiles IPE con dos platabandas soldadas, con cistintas separaciones entre ejes
os perfiles HEB con distintas separaciones entre ejes
Un perfil HEB con dos piatabandas soldadas
Un perfil HEB con dos platabandas soldadas
Un perfil HEA con dos piatabandas soldadas
Un perfil HEM con dos platabandas soldadas
os perfiles UPN con distintas separaciones entre alas
Dos perfiles UPN con distintas separaciones entre aimas
Dos perfiles UPN con distintas separaciones entre aimas,
Dos perfiles UPN con dos platabandas soldadas, con distintas separaciones entre almas (i, = i)
os perfiles L con distintas separaciones
Dos perfiles L con distintas separaciones
Cuatro perfiles L con distintas separaciones
Cuatro perfiles L con distintas separaciones
Dos perfiles LD con distintas separaciones
os perfiles LD con distintas separaciones
de seccién variable y aligerados
Un perfil IPN de seccién variable, obtenido por corte longitudinal
Un perfil IPE de secci6n variable, obtenido por corte longitudinal
Un perfil HEB de seccién variable, obtenido por corte longitudinal
Un perfil IPN con aligeramientos hexagoneles
Un perfil IPE con aligeramiéntos hexagonales
Un perfil HEB con aligeramientos hexagonales
Un perfil HEA con aligeramientos hexagonales
huecos
Un perfil hueco redondo
Un perfil hueco cuadrado
Un perfil hueco rectangular
‘conformados en fio
Un perfil LF conformado en frio
Un perfil LDF conformado en frio
Un peril UF conformado en frio,
Un perfil CF conformado en frio
Un perfil OF conformado en frio
Un perfil 2F conformado en frio
Un perfil NF conformado en frio
dd seccién para el célculo con computador
Un perfil PN
Un peril PE
Un perfil HEB
Un perfil HEA
Un perfil HEM
Un perfil UPN
SNSIDESA
248
250
254
262
263,
264
268
270
272
273
274
276
283,
288
292
293
294
295
236
302,
309
310
312
314
320
330
336
339
340
341
342.
343.
344
345
346,
347
348,
352
356
363
364
366
370
376
380
382
386
389
390
392
304
396
398,
400
13
4.10. Valores de seccién para el célculo pléstico
4.10.1, Un perfil IPN
410.2. Un perfil IPE
1.10.3. Un perfil HEB
4.104. Un perfil HEA
4105. Un perfil HEM
prrne
Magnitudes caracteristicas de la torsion
1.11.1. Un perfil PN
4.11.2, Un perfil IPE
4.11.3. Un peril HEB
4.11.4. Un perfil HEA
411.5. Un perfil HEM
Tries
perils laminados por ENSIDESA segin Noma ASTM 8-78, Seccion brute
4.2.4, Un perfil W18
4122. Un perfil W16
4.123. Un perfil W14
1.124. Un perfil WIZ
4.125. Un peril W10
1112.6. Un perfil WB
1.12.7. Un perfil W6
4.128. Un perfil WS
1.129. Un perfil HP
THHHHHHMH =
Peres evropeos y americanos ordenados on sentido decreiente de Si valores estéticos
1.13.1. Tabla de momentos de inercis
41132. Tabla de modulos resistentes
2. RESISTENCIA DE MATERIALES - ESTAUCTURAS ELMENTALES
21. Vigas
Convenio de signos
Vigas simples
‘Apoyadas en fos extremos
Empotrades en los extremos
‘apoyadas en un extremo y empotradas en et 0170
En voladizo
Flecha méxima para viges IPN, 1PE,HEB, HEA y HEM
\Vigas continuas
De vanos iguales
Dos vanos,
Tres vanos
Cuatro vanes ...
Infinitos vanos
De vanos desiguales
Dos vanos
Tras vanos
Cuatro vanos
Lineas de infiuencia det momento flector
Vigas de inercia variable
Empotradas en los extemos con cartel de inercia variable
‘Secci6n rectangular
14 SNsiD=5R
403,
404
406
408
407
408
409
a0
a4
418
422
426
431
432
432
434
436
438
438
440
442
443
444
449
461
482
453
485
478
493,
525
931
631
533
537
945
587
563
565
583
597
ei
621
622
623
Cartela recta en un extremo
Cartela parabélica en un extremo
Cartela recta en los extremos
Cartela parabolica en los extremos ..
Seccién de dos platabandas
CCartela recta en un extremo
Cartela recta en los extromos
Con tramos de inercia constante
Empotradas en los extremos, simétricas. con cinco tremos
Empotradas en los extremos con tres tramos
Empotradas en un extremo y apoyadas en el otro, con tres tramos
Ponticos simples
Convenio de signos
Pérticos simples biarticulados a la misma altura
Triangulares
Dintel horizontal
Dintet inctinado
Dintet 2 dos aguas
Dintel curvo
Trapeciales simetricos,
Pérticos simples biarticulados a distiita altura
Dintel horizontal y dos columnas
intel horizontal y una columna
Pérticos simples biempotrados a la misma altura
Dintel horizontal
Dintel a dos aguas
4NS/D=SR
624
634
644
652
659
660
670
679
680
787
791
833,
834
835
837
aa
851
857
865
873
879
881
887
893,
895
903,
15
CAPITULO 0
Aceros para estructuras de edificacion
Por Ernesto Ema Bastardin *
Doctor Ingeniero de Minas.
0.1. DEFINICIONES Y GENERALIDADES
Entre los materiales utilizados en la construc-
cién, ef acero es el de mayor resistencia por uni-
dad de seccién, lo que, junto con sus propie-
dades de conformabilidad en caliente y en frio,
hacen de este material uno de los mas amplia-
mente utilizados en un gran numero de apli-
caciones industriales.
La norma UNE 36-004 (EN 10 020) define
asi el acero:
«El material en el que:
— el hierro es el elemento predominante;
— el contenido en carbono es, generalmente,
inferior al 2 por 100.
— contiene ademés otros elementos.
Para un limitado nimero de aceros al cromo,
el contenido en carbono puede ser superior al
2 por 100, pero este valor es el contenido limite
habitual que separa el acero de la fundicién».
Sin embargo, la mayoria de los aceros utili-
zados en la construcci6n no rebasan el 0,25 por
100 de carbono y, salvo el manganeso, no con-
tienen otras elementos de aleacién.
Es frecuente denominar hierro a un acero de bajo
contenido en carbono, con un contenido relativa-
mente alto en impurezas y unas exigencias bajas en
relacién con sus propiedades.
La produccion de acero y el consumo por ha-
bitante se han convertido en indicadores de la
marcha econémica de un pais. En [0.1.1] se re-
cogen los valores de estos indicadores, para los
principales productores de acero.
Consumo por
Producoién de acero bruto
Pals millones de toneladas yee
(aro 1989) ano7000)
‘Alemania RF 41.0 612.7
Bélgica + Luxemburgo 14.8 4315
Dinamarca 6 3377
Espafa 12.8 269.4
Francia 193 2778
Grecia 09 22:3
Irlanda 03 136,0
Italia 251 460.0
Paises Bajos 57 297.2
Portugal 07 182.9
Reino Unido 188 308.6
TOTAL CECA 138.5 371.9
Unién Sovistica 1807 578.0
RESTO EUROPA ORIENTAL 622
Estados Unidos 88,9 451.2
Japon 107.9 708.1
TOTAL MUNDIAL 7835 151.7
Fuente: UNESIO.
[0.1.1]
ensizsA@ 19
Espafa acupa el lugar decimosexto entre los En [0.1.2] se recoge la evolucién de la pro-
productores de acero, si bien en el consumo por duccién de acero en Espafia. Se han afiadido
habitante ocupa un lugar mas bajo. Este indice los datos relativos a Alemania (R.F.), Francia y
alcanz6 su valor méximo de 334 kg en 1974, Reino Unido como base de comparaci6n.
Produccién en 10° ¢ Consumo por habitante en kg
Afio Alemania Reino | Total Alemania Reino
Espaia || Francia | Gini | mumatat | 8? | ae | | Unido
1900 0167 | — i — 278 | 15 = = =
1910 0321 | — - - 59.3 | 19 - - -
1920 0321 | — - — ng 23 - - -
1930 0964 | 11.6 94 74 95.1 44 - - -
1940 0.804 | 18.0 4a | 132 | 1415 | 30 = - -
1950 gis | 121 as | 165 | 1894 | 29 - - -
1955 1213 | 213 | 126 | 201 | 2693 | 50 — - -
1960 1919 | 341 173 | 247 | 3466 | 65 | 526 236 367
1965 3615 | 368 | 196 | 274 | 4589 | 187 | 936 306 | 425
1970 7304 | 450 | 173 | 283 | 5939 | 258 | 658 326 422
1974 | 11476 | 632 | 270 | 224 | 7081 | 334 | 565 444 458
975 | 11091 | 404 | 215 | 201 | 6445 | 281 566 381 347
976 | 10982 | 424 | 233 | 223 | 6755 | 279 | 590 445 407
1977 (| 11,168 | 389 | 221 | 204 | 6736 | 278 | 691 368 349
hg7e | 11.348 | 41.3 | 228 | 203 | 717.4 | 228 | 526 367 359
1979 | 12.254 | 46.1 23.4 - 7g | 212 | 602 395 368
i9e0 | 12643 | 438 | 232 | 11.3 | 7178 | 228 | 549 373 247
ige1 | 12896 | “41.6 | 213 | 186 | 7076 | 219 | 503 325 267
i9e2 | 13.178] 359 | 184 | 137 | 6456 | 213 | 436 318 254
i983 | 13003 | 357 | 176 | 150 | 6638 | 208 | 486 276 249
igea | 13497 | 394 | 188 | 152 | 7105 | 189 | 489 276 256
gas | 14193 | 404 | 186 | 157 | 7208 | 178 | 481 258 254
rose | 11.882 | 37.1 ize | 147 | 7158 | 211 483 254 252
1987 | 11.601 | 362 | 174 | 171 | 7376 | 228 | 454 258 264
1988 | 11.886 | 410 | 190 | 189 | 7800 | — - = -
1989 (*)| 12.797 | 41.0 | 193 }| 188 | 7835 | — - = -
Fuente: UNESID e IISI
(*) Provisionales,
[0.1.2]
20 snsim=s7G
0.2. RESENA HISTORICA
El 180 de utensilios de hierro ha dado nombre
a la Ultima de las etapas de la Prehistoria: La
Edad del Hierro, posterior a la Edad de Piedra
y de la Edad del Bronce
Aunque se han encontrado objetos de hierro
en tumbes egipcias del siglo XXVIII a. de C. y
en las excavaciones mas antiguas de la Meso-
potamia prehistrica, los primeros indicios de
una metalurgia del hierro - es decir, la trans-
formacién de los minerales en utensilios de este
material ~ deben situarse en el siglo XVII a, de
ae HALLSTATT
900
MARELLA
Ri
TOLEDO
500
C. Geograficamente, la cuna de la metalurgia se
sita entre el Mar Negro y el Mar Caspio donde
se han encontrado vestigios de hornos y los
més antiguos restos de instrumentos agricolas
construidos de hierro. El hierro permitid a los
Hititas — pueblo de la Turguia suroriental — do-
minar en el siglo XV a. de C. todo el Oriente
Medio.
Desde él Mar Negro, el uso del hierro se ex-
tendid progresivamente por Europa Central
usando la via natural del Danubio y por Egipto
y Grecia, a través del Mediterraneo [0.2.1]
SUMERIA
[Link]
M. ROJO “he
Expansién de la metalurgia del hierro en ef Mediterréneo entre 1500 y 600 afios (2.C.).
[0.2.1]
La técnica primitiva consistia en Ia reduccion
de los minerales ferrosos por carbon de madera
en hornos bajos. E| metal asi obtenido, muy
bajo en carbono, se endurecia poniéndoto en
contacto con materias carbonosas y nitroge-
nadas, con frecuencia de origen organico, pro-
cesos que tienen el mismo fundamento que las
actuales técnicas de cementacién y nitruracion
Esta técnica de obtencién del hierro permanece
inalterada hasta la Edad Media
En esta época, los monjes van perfeccio-
nando la metalurgia del hierro, en particular el
uso de conducciones de insuflacién de aire
(0.2.2}. Se obtenia asi una masa metélica que
era afinada mediante el golpeo con grandes
martillos (hierro batido). [0.2.3].
Debido a la dificultad técnica de alcanzar las
altas temperaturas de fusién del hierro, hasta
este momento no se habla obtenido material
fundido, ya que las temperaturas de los hornos
bajos s6lo permitian la obtencién de una masa
pastosa ~ el hierro pudelado -.
Con el perfeccionamiento de las técnicas de
soplado y la elevacién de la altura del horno se
consiguieron, en el siglo XIII, temperaturas mas
elevadas, lo que permitié la obtencién de un
metal liquido, Este metal liquido, que no era
otra cosa que nuestro actual arrabio; era muy
SNS/ID=SA 21
{0.2.3]
22 snsip=snG
frdgil y no permitia que fuera forjado. Era pre-
ciso afinar este material, eliminando el exceso
de carbono para convertirlo en un material for-
jable: el acero [0.2.4]
(0.2.4)
En el siglo XVIII se sustituye el carbon vegetal
por el carbon de coque obtenido por destilacion
de la hulla, No obstante, la siderurgia o meta-
lurgia del hierro - como hoy la conocemos ~
data de mediados del siglo XIX. en que Bes-
semer (1855) perfecciona los sistemas de afino
mediante la insuflacion de aire en un conver-
tidor en el que se cargaba el arrabio liquide.
En 1865 se pone a punto el procedimiento
de afino en homos de reverbero (hornos Mar-
tin-Siemens) que han estado funcionando en
Espafia hasta hace pocos afios.
Durante la siguiente centuria, se perfeccio-
nan los procedimientos ya establecidos, mejo-
rando de forma continuada las técnicas cono-
cidas y, hasta mediados del presente siglo, no
se produce ninguna innovacién tecnolégica re-
novadora, Pero desde los afios cincuenta se
producen algunas modificaciones de gran im-
portancia técnica y trascendencia econdmica.
Estas innovaciongs se han orientado en tres di-
recciones principales. Dentro de la primera, se
encuentran la concentracién y aglomeracién de
minerales (pelletizacion, sinterizacion, etc.) y la
obtencién del acero por reduccién directa; lo
que pretende mejorar la productividad de los
hornos altos y las instalaciones de cabecera
La segunda afecta al proceso de afino de
acero: el convertidor soplado con oxigeno por
la boca, que ha desbancado al proceso Martin-
Siemens por su mejor rendimiento econdmico.
Por Ultimo, a colada continua que permite
suprimir las instalaciones intermedias, entre la
aceria y la laminacion, de desbastado de lin.
gotes.
Estos procedimientos, plenamente vigentes
ENSIDESRA
23
24 ensinzsRG
(0.3.1]
en la actualidad, se describen en los parrafos
siguientes.
Con independencia de estas grandes lineas
de innovaci6n, en la industria siderirgica se han
ido produciendo en el ditimo siglo una continua
evolucion en sus métodos de produccién: in-
yecoién de combustibles y aumento de las di-
mensiones de los hornos altos, técnicas de re-
cuperacién de calor, mejora de los trenes de la-
minacién, introduccién de los trenes continues,
automatizaci6n de las instalaciones y del con-
trol de los medios de produccion y otras me-
joras técnicas que tienen por objeto hacer al
acero mas competitive frente al uso creciente
de otros materiales.
0.3. FABRICACION DEL ACERO.
PROCESOS ACTUALES
0.3.1. PRIMERAS MATERIAS
— Los minerales de hierro. El elemento qui-
mico hierro es uno de los mas abundantes en
Ja naturaleza, ocupando con un 5 por 100, el
cuarto lugar, después del oxigeno, el silicio y el
aluminio.
Solo en muy escasas ocasiones se encuentra
en estado puro, casi siempre en los restos de
grandes meteoritos caidos del cielo (el nombre.
de siderurgia proviene de la palabra griega que
significa «estrella.
En la mayoria de los casos se halla combi-
nado con otros elementos formando parte de
un sin ntimero de rocas (en forma de silicatos)
y de minerales.
‘A pesar de esta abundancia, s6lo dos tipos
de minerales son aprovechables en la industria
siderirgica: las distintas variedades de oxidos
(magnetitas, hematites y limonitas) y el car-
bonato (siderita)
Los minerales extraidos de las minas se trans-
portan hasta las factorias sidertirgicas. Antes de
dicho transporte existe la tendencia de hacer
una preparacién previa (trituracion primaria y
preconcentracién), con el fin de eliminar parte
de la ganga, que es inutil en el proceso side-
rargico y de esta forma abaratar el transporte
[0.3.1]
Incluso, ante el progresivo agotamiento de
Jos yacimientos mas ricos y mejor situados geo-
grficamente, se estén estudiando métodos de
concentracion y aglomeracién de los que se ob-
tiene un producto de alto contenido en hierro
(pellas o «pellets», sinterizado, etc.)
De estos procesos, la sinterizacién y la pe-
letizacion son los mas importantes.
La sinterizacién consiste en aglomerar a ele:
vada temperatura las particulas de mineral (in-
feriores a 10 mm) mezcladas con un combus
tible (generalmente polvo de coque) [0.3.2]
[0.3.2]
En la peletizacién, se amasan las particulas de
mineral con agua, polvo de carb6n y aglome-
rantes, obteniéndose asi las pellas crudas, y
posteriormente se someten a un proceso de
coccidn para su endurecimiento.
Los minerales que llegan a la factoria side-
rurgica tienen una composicién quimica y una
granulometria distintas unos de otros.
La marcha econdmica de los modernos hor-
nos altos exige la mayor regularidad posible de
la carga, para poder obtener una calidad uni-
forme de los arrabios y un minimo consumo de
coque. Esta homogeneidad sélo puede conse-
guirse mediante la mezcla de distintos minera-
les.
ENSID=SA 25
En la actualidad, el sinterizado constituye una
proporcién notable de la carga del horno (mas
del 70 por 100) por lo que los minerales llegan
a la factoria en forma de finos (tamafo inferior
a 10mm)
Los minerales se apilan en el parque de mi-
(0.3.3]
Para obtener una tonelada de arrabio se uti-
lizan del orden de 1 200 kg de sinterizado, 300
kg de pellas y 150 kg de mineral grueso.
— El coque. Es un combustible de extraor-
dinaria importancia en la industria siderdrgica
Es el residuo sélido que se obtiene por desti-
lacién de ciertos tipos de hullas (hullas coqui-
zables) en cémaras cerradas, fuera del contacto
del aire, a temperaturas superiores a los
1.000 °C,
El coque ha substituido, como combustible
sidertirgico, al carb6n vegetal utilizado hasta el
26 snsin=sAG
nerales, se criban y, si es necesario, se trituran,
pasando a los parques de preparacion de cargas
donde se forman pilas o parvas, mezclando los
distintos minerales, debidamente clasificados
por tamajios, para homogeneizar su composi-
cién quimica (0.3.3)
siglo XIX, en las instalaciones de producci6n de
arrabio,
La produccién de coque en Espafa alcanzé
su maximo en el afio 1975 con 4,6 millones de
toneladas y, desde esta fecha, se ha reducido
en cerca de un 30 por 100, a pesar del aumento
de la produccién de arrabio. La mejora de las
técnicas del horno alto, ha sido la consecuencia
de la disminucién de un 45 por 100 del con-
sumo especifico de coque (cantidad de coque
necesaria para producir una tonelada de arra
bio) [0.3.4]
Espana
a Produceién oe
ou especifico
kgit
1901 7 =
1910 289 -
1920 258 -
1930 588 1.140
1940 736 1.182
1950 787 1.167
1986 1.269 1.130
1960 2.345 1.128
1965 2.679 908
1970 3.891 752
1975 4.604 562
1976 4.211 524
1977 4.159 519
1978 4.023, 526
1979 3.759 525
1980 3.966 530
1981 3.852 540
1982 3.918 541
1983 3.326 503
1984 3.078 509
1985 3.245 511
Fuente: UNESID.
[0.3.4]
El carbon es la primera materia utilizada en la
fabricaci6n de! coque. De los distintos tipos de
carbén, sélo algunos tipos de hullas son aptas
para la fabricacién de coque que son las de-
nominadas hullas grasas y semigrasas de llama
corta con un contenido en materias volatiles
comprendido entre 22 y 26 por 100.
Son cada vez mas escasas las hullas que. di
rectamente extraidas de la mina, pueden utili-
zarse en los hornos de coque: el carbén utili-
zado actualmente en casi todas las siderurgicas
se obtiene por mezclas de carbones.
La preparacién de las mezcias, ademés de las c2-
racteristicas de composici6n, exige un control de
‘granulometria y del porcentaje de cenizas (estériles)
que no debe ser superior al 6.5 por 100.
La coquizacién, o destilacion seca de la hula. es
tun proceso que consiste en calentar la hulla hasta
tune temperatura superior a los 1 000 °C en une cé-
mara cerrada, en ausencia de aire (0.3.5]
[0.3.5]
La mezcla de carbones. con la granulometria ade-
cuada (2a 3mm), se introduce en el horno mediante
las tolvas de carga y se caldea por contacto con las
paredes calientes del horno, comenzando el proceso
por el secado de la carga y prosiguiendo con el des-
prendimiento de las materias volstiles que contiene
el carbon. Cuando se ha alcanzado una temperatura
del orden de los 1 200 *C se han desprendido todas
as materias volatiles y queda un residuo duro y po
foso con un contenido en carbon superior a 90 por
100, el coque:
ensinzsA@ 27
Una vez completado el proceso de coquizacién.
se retiran las puertas que forman las paredes anterior
¥y posterior del horno. Por la parte posterior se intro-
duce una place (empujadora) de anchura ligera-
mente inferior a la del homo que empuia la carga y
la expulsa por la parte anterior. El coque al rojo se
vierte sobre un vag6n que lo transporta hasta la torre
de apagado, donde una intensa lluvia de agua entria
répidamente al coque hasta la temperatura ambiente
(0.3.6]
Desde el apagado, el coque se traslada mediante
cintas transportadoras a las instalaciones de cribado
donde se separan los finos de coque (menor de 16
mm), que se mezclan con los finos de minerales para
sintetizar. El coque mayor de 16 mm se almacena en.
silos para su carga en el horno alto.
Enel proceso de coquizacién de la hulla, ade-
més del coque siderirgico, que es el producto
principal, se obtienen otros subproductos tales
TOLVAS DE CARGA DE CARBON
WA
BRAZO
HI
CAMARA DE
‘COQUIZACION
a
2 CARBON
D EMPUJADOR
1: CAMARA VACIA DESPUES DE HABERSE TERMINADO
US DESCARGA DE COQUE
a) )—
2° CARGA DEL CARBON (HULLA)
[0.3.6]
23 ensinzsAG
5° DESCARGA DEL COQUE
2
REGENERADOR
~— EL cALOR
‘como: gas de baterfa, brea y alquitran, aceites
y naftas, hidrocarburos, acido sulfhidrico y
‘aménico (base para la fabricacién de abonos)
y otros muchos que son utilizados en la indus-
tria quimica,
En [0.3.7] se indican los principales produc-
tos obtenidos de la destilacion de la hula.
— La chatarra de acero. Junto con los mi-
nerales de hierro, es la primera materia para la
fabricacion del acero.
Como se veré mas adelante, algunos proce-
sos de elaboracion del acero (convertidor) uti-
lizan la chatarra mezclada con el arrabio, mien-
tras otros (los hornos eléctricos) utilizan sola-
mente la chatarra
La chatarra puede clasificarse (véase UNE 36-
199) segun su origen en
_— chatarra reciclada: es la obtenida en los propios
procesos siderirgicos en forma de despuntes. ¥
recortes de los productos obtenidos:
_— chatarra de transformacién: es la obtenida como
recortes en las industrias transformadoras de pro-
ductos siderirgicos (automocién, industria na-
val, fabricacion de envases, construccién con
cero, etc.):
chatarra de recuperacion: es la procedente del
desgiiace y deshecho de bienes de equipo cuyo
componente principal es el acero (automéviles,
maquinaria, etc.)
Actualmente se esté utilizando, en sustitu-
cién de la chatarra, un producto obtenido por
reduccién directa de los minerales. Sin em-
bargo, en general, e! alto coste de la reduccin
directa no permite una utilizacién masiva de es-
cere [nee
tos productos y lo condiciona al precio inter-
nacional de la chatarra
En [0.3.8] se indica la evolucién del con-
sumo de primeras materias
0.3.2, FABRICACION DEL ARRABIO:
EL HORNO ALTO
El arrabio es un producto intermedio en la fa-
bricacién del acero, obtenido en el homo alto,
a partir de los minerales. Es la primera materia
para la obtencién del acero en el convertidor o
en los hornos Martin-Siemens (hoy préctica-
mente en desuso, por razones econdmicas).
Pera la obtencién del hierro a partir de los.
minerales, el primer paso es la reduccién de los
6xidos, utilizando como reductor el mondxido
de carbono procedente de la combustion del
coque que se mezcla con el mineral en la carga
del horno [0.3.9]
— La marcha del horno alto. El homo alto es
el aparato disefiado para que en 6! se produzcan
las reacciones quimicas de reduccién de los mi-
nerales de hierro [0.3.10]
El funcionamiento del horno alto, en es-
quema es el siguiente (0.3.11)
— Por la parte alta del homo (el tragante) se intro-
ducen las cargas de mineral, coque y fundentes,
que en su descenso se encuentran con una co-
Afio | Carbén | Mineral | Chatarra
1930 839 1.145 570
1940 | 1.026 1.165 416
1950 | 1.140 1.313 389
1955 | 1.822 1,900 597
1960 | 3.299 3.879 998
1965 | 3.684 4.839 1.969
1970 | 5.263 7.463 4.790
1975 | 6.406 | 12.076 6.507
1976 | 5.713 | 10993 6.579
1977 | 5.674 | 12.111 6.743
1978 | 5.495 | 11.656 7201
1979 | 6.181 12.281 8.000
1980 | 5.407 | 12.030 8.510
1981 5.303 | 12,005 8.306
i982 | 5.396 | 12.294 9.113
1983 | 4612 | 10.326 9.709
1984 | 4.315 | 10.169 10.099
1985 | 4522 | 10.042 | 10677
1986 | 4.087 8.175 8761
1987 | 3.801 7.798 a3t4
1988 | 3.936 7.550 a8t4
Fuente: UNESID.
(0.3.8)
(0.3.10)
rriente ascendente de viento, insuflado por la
parte inferior del horno (zona de toberas) de
forma que se establece un contacto intimo con
los materiales cargados y los gases reductores.
— En la parte baja del horno los gases de combus-
tion del coque alcanzan una temperatura proxima
‘alos 2 000 °C y van cediendo su calor a la carga,
elevando su temperatura hasta que se alcanze la
adecuada para que se produzcan las reacciones
de reduccién de los éxidos y las de formacion de
las escorias.
— La carga sélida, en su descenso. va suftiendo una
serie de transformaciones en su composicién: los
éxidos se reducen; el oxigeno liberado se com-
bina con el carbono formando éxidos de carbono
que escapan en la corriente de gases por le parte
alta del horno: el hierro liberado, — por efecto de
la temperatura, en estado liquide ~ va colando
hasta recogerse en la parte baja del horno (cri-
sol); los componentes de [Link] se combinan
con los fundentes y forman la escoria ~ que es
una mezcla compleja de silicatos ~ que también
en estado liquide, va colando hasta el crisol y,
debido a su menor densidad, sobrenada sobre el
hierro fundide.
Las impurezas que acompafian al mineral
también sufren las mismas reacciones quimicas
que el hierro; unas se mezolan en el crisol con
el hierro obtenido, algunos elementos mejo-
rando sus cualidades, otros impurificéndole.
Por Ultimo ciertos elementos pasan a la escoria.
Periddicamente se «sangray el horno, es de-
cir, se vacla el crisol por un orificio practicado
en la parte baja del mismo (piquera). Por en-
cima de le piquera de arrabio se sittan una o
dos piqueras para la evacuacién de las escorias.
El arrabio se conduce por unas regueras de
arena hasta colarlo en las cucharas que pue-
den ser abiertas o cerradas (cuchara torpedo).
Estas ultimas permiten conservar el calor del
caldo durante el transporte o durante los tiem-
pos de espera [0.3.12]
Las cucharas transportan el arrabio, bien a la
acerla para su transformacién en acero (afino
de arrabio), bien a la maquina de colar, donde
se vierte en moldes para conseguir un producto
solido (lingote de hierro), que posteriormente
se trata en los cubilotes, o en hornos eléctricos
0 de induccién, para la obtencién de fundicién
utilizada en la fabricacién de piezas fundidas.
El arrabio esté compuesto en su mayor pro-
porcién por hierro (de 90 a 96 por 100). car-
bono (del 3 al 4 por 100) procedente del coque
de la carga, silicio (hasta un 2,6 por 100) pro-
cedente de la ganga que acompajia al mineral
y otros elementos quimicos presentes en los mi-
nerales y que no son retenidos por las escorias.
La produccién de un horno alto varia segin
su tamaiio y condiciones de funcionamiento y,
si prescindimos de hornos antiguos cuya pro-
duccién no alcanza las 1 000 t diarias, la pro-
Guccién de los modernos hornos altos puede
variar entre 1 500+ diarias, para los hornos mas
pequefios, hasta 5 000 t diarias; algunos hor-
nos gigantes pueden alcanzar hasta 10 000 t/
dia
2NSID=5A| 3t
i
Team
} |
f cube
|
|
I
| 5 .
| Viente
eh i mu
sett eh SME Piquera dk i ~Toberes —Piquera de
ae _arrbio Crise! 0 viento ascoria
of
\
[0.3.11]
[0.3.12]
En [0.3.13] se recoge Ia evoluci6n de la pro-
duccién de arrabio en Espafia
0.3.3. ELABORACION DEL ACERO
Como ya se ha indicado, para la fabricacién
del acero se puede partir del arrabio obtenido
en el homo alto, o de las chatarras (y, moder-
namente, de los prerreducidos).
Esencialmente, la fabricacién del acero con-
siste en oxidar las impurezas de las primeras
materias y fijarlas en una escoria. Las reacciones
de oxidacién se producen a elevadas tempe-
raturas (superiores a 1 500 °C) por lo que los
hornos de acero precisan el aporte de energia
necesario para conseguir estas altas tempera-
turas.
Los distintos procesos de obtencién del
acero difieren en la forma de aportar esta ener-
gia
En los convertidores soplados por oxigeno, la
energia necesaria para la fusion y afino la aporta
a combustién de los elementos contenidos en
el arrabio, principalmente el carbono, provo-
cada por la inyeccién de un chorto de oxigeno.
En los antiguos convertidores, Bessemer y Tho-
mas, se inyectaba por el fondo aire o una mezcla
de aire y oxigeno. En los modernos converti-
dores se inyecta oxigeno puro mediante una
lanza introducida por la boca del convertidor, si
bien en algunas variantes de este proceso se
insufla simultaneamente por la boca y por el
fondo [0.3.14]
Afio | Arabio10*t
1900 0.2911
1910 0.4076
1920 0.2581
1930 0.6234
1940 0.5831
1950 0.6645
1
1985 0.9636
1960 1,890
1965 2.338
1970 4.164
1975 6.841 |
1976 6.626
1977 6,636
1978 6.254
1979 6.454
1980 6.379
1981 6,259
1982 5,994
1983 5.419
1984 5.338
1985 5.470
1986 4,808
1987 4,804
1988 4.691
1989 5.535
Fuente: UNESID.
2NS/DESA
[0.3.13]
33
ot snsinzsAG
a
2
En los hornos Martin-Siemens, la energia la
aporta un combustible, liquido 0 gaseoso, que
se quema mediante unos mecheros situados en
las paredes del homo.
Por tiltimo en los hornos eléctricos la energia
se aporta mediante una corriente eléctrica, bien
sea por el calor generado por una chispa que
se hace saltar entre dos electrodos (hornos de
arco) 0 bien mediante corrientes inducidas en
la carga metalica
El proceso Martin-Siemens ha caido practi-
camente en desuso. Hoy dia no se montan nue-
vas instalaciones con este tipo de hornos. En
Espafa, la ultima instalacién de hornos Sie-
mens dej6 de funcionar en 1983. Asi pues, en
la actualidad, existen dos procesos de fabrica-
cién de acero: e! convertidor soplado por oxi-
geno (procesos LD y similares) por el que en
1989 se produjo el 43,9 por 100 del total de
acero, y el homo eléctrico, con el 86,1 por 100.
En [0.3.15] se indica la evolucién en Espatia de
los distintos procesos de fabricacién de acero.
Bessemer Martin-Siemens Eléctrico Soplado con 02
Afio
107t % 10*t % 1070 % 10° %
1930 260 28.5 m7 | 637 50 48 - -
1940 227 28.2 526 65.4 51 64 = -
1950 187 22.9 540 66.3 88 108 -
1955 242 20.0 769 63.4 202 | 166 -
1960 266 13.9 | 1.383 724 270 | 140 = -
1963 226 a2 | 1.716 621 720 | 260 103 37
1965 232 66 | 1.810 515 | 1.062 30.2 a 7
1969 " 02 | 1.886 36 | 2177 | 364 | 1908 | 319
1970 = =| 1981 264 | 2605 | 35.2 | 2838 | 384
1975 - = 1.100 99 3907 | 352 | 6084 | 549
1976 - = 929 85 4142 | 37.7 5.911 53.8
1977 - = 956 86 4312 | 38.6 5.900 | 528
1978 - - 608 54 | 4821 425 | 5916 | 621
1979 - - 655 53 5.630 | 460 | 5.969 | 48,7
1980 = - 634 50 | 6224 | 492 | 5785 | 468
1981 - - 601 47 6352 | 492 | 5943 | 481
1982 - - a9 32 6839 | 519 | 5920 | 449
1983 = = 254 20 | 7.399 | 569 5.356 | 41.4
1984 - - - ~ 106 | 60.1 5.391 39.9
1985 - - - - 8734 | 61.5 | 5459 | 385
1986 = - - - 7.008 590 | 4874 | 41.0
1987 - - - = 6.761 578 | 4930 | 422
1988 - - - _ 7135 | 600 | 4751 40.0
1989 = = = - 7.180 | 561 5617 | 43.9
Fuente: UNESID.
[0.3.15]
El proceso del convertidor requiere que, al menos,
una parte de la carga sea arrabio fundido para que.
con el calor det bafio, se inicien las reacciones de
combustién hasta que se alcance la temperatura de
afino. Por el contrario, en los hornos eléctricos se
parte exclusivamente de chatarra que se funde por
cl calor del arco y una vez acabada la fase de fusi6n
se pasa al afino del bafto,
Fundida le carga, se adiciona cal y otros fundentes
cuya mision es la formacion de una escoria que
attape los éxidos, formados en la combustion. de los
elementos indeseables que imputifican el bafio.
Una vez eliminados en su mayor parte estos ele-
mentos (afino) se adicionan, si procede segin el
tipo de acero, las ferroaleaciones que aportan los
elementos de aleacion y se vierte el contenido del
horno en las cucharas de colada
Desde la cuchara, el acero liquido puede tener tres
destinos;
— las lingoteras (colada convencional).
— [a colada continua,
— los moldes de piezas (acero moldeado).
El primer proceso de convertidor tomé el nombre
de proceso LD en recuerdo de las ciudades austria~
cas de Linz y Donawitz, donde se desarrollaron las
primeras investigaciones de este proceso y se instal6
la primera planta industrial.
A partir de esta idea se han desarrollado una gran
variedad de procesos, designados por las letras ini-
ciales de las caracteristicas que los definen. En
[0.3.16] se indican algunos de estos procesos que
reciben la designacién genérica de Conversién con
oxigeno.
0.3.4. METALURGIA FUERA DEL HORNO
En el horno se realizan dos operaciones fun-
damentales: la fusion de ta carga y el afino. La
primera requiere un mayor aporte de energia y
la segunda requiere una serie de complejas
operaciones para que se produzca la oxidacion
que elimine las impurezas. Muchas de estas
reacciones precisan condiciones diferentes y en
ocasiones opuestas. Desde hace unos afios se
esté abriendo camino la prictica de dedicar el
horno fundamentalmente a las operaciones de
fusi6n y acabar el afino en la cuchara. Con esta
prdctica se consigue mejor aprovechamiento de
cada instalacion, una demanda de energia més
regular (lo que es especialmente importante en
Jos hornos eléctricos), una mayor homogenei-
Proceso Caracteristica principal
Lo Inyeccién de oxigeno por lanza.
Lp-cL La lanza esté dotada de un movimiento circular.
AOD Inyeccién de oxigeno y gas inerte por el fondo. a través de toberas.
LD-AC y OLP Por la lanza se inyecta oxigeno y polvo de cal
KALDO Convertidor rotatorio e inyeccién a baja presién.
ROTOR Horno horizontal rotatorio con lanza de oxigeno.
0-08 Inyeccién de oxigeno con lanza y soplado de oxigeno por el fondo a través
de toberas.
LD-AB y LD-KG Se combina la inyeccion de oxigeno por lanza superior con el soplado de un
gas inerte por el fondo a través de toberas.
LBE Combina la inyeccién de oxigeno por lanze con el soplado de argon a través
de ladrillos porosos.
Q-BOP Soplado por el fondo de oxigeno y propano.
k-BOP Combina el proceso Q-BOP con el LO.
kMS Soplado por el fondo de oxigeno, hidrocarburos. polvos de cal y carbon @
través de toberas.
dad de la composicion y de la temperatura del
caldo y en general una mayor productividad
Las principales operaciones de la metalurgia
fuera del horno son:
— agitacién: mediante inyecci6n de gas inerte 0 por
induccién, para homogeneizar la temperatura y
la composicién:
— desfostoracién: mediante la adicién de escorias
sintéticas
— desutfuracién: con escorias sintéticas 0 con adi-
ciones de compuestos de calcio y/o magnesio:
“ descarburacién;
_— desoxidacion y control de inclusiones: por agi-
tacion, con técnicas de vacio y por adicién de
desoxidantes,
_— desgasificacién: mediante técnicas de vacio se
consigue la eliminacién del nitrégeno y det hi-
drégeno. y
COLADA CONVENCIONAL
COLADA
EN LINGOTERA
DESMOLDEADO
HORNOS DE FOSA
[0.3.17] TREN DEBASTADOR,
— control de la composicién: mediante las adicio-
res necesarias de ferroaleaciones.
0.3.6. COLADA DEL ACERO
El acero liquido de la cuchara se puede verter
directamente sobre moldes de arena con la
forma de la pieza que se desea obtener o bien
solidificarlo para su’ conformacién por forja 0
laminaci6n. Para esto Ultimo, existen dos pro-
cedimientos: la colada convencional y la colada
continua [0.3.17]. En los dltimos veinte afios,
la colada continua ha experimentado un gran
incremento, debido a la notable reduccién de
costes ya que, como se indicaré més adelante,
permite eliminar las instalaciones de hornos de
fosa y los trenes desbastadores de lingote. En
[0.3.18] se recoge la evolucién en los ultimos
afios de estos dos procesos de colada,
COLADA CONTINUA
snsinzsA@ 37
(Miles de toneladas)
Afio Convencional % Continua % Total
1974 9.258 81 2218 19 11.476
1975 8.758 73 2.333 a 11.091
1976 8.489 7 2.493 23 10.982
1977 8.281 74 2.887 26 11.168
1978 8.068 n 3.287 29 11.345
1979 8.369 68 3.885 32 12.254
1980 8.047 64 4.608 36 12.643
1981 7.798 60 5.098 40 12.896
1982 7.653 58 5.525 42 13.178
1983 7.044 54 5.965 46 13.009
1984 6.831 51 6.666 49 13.497
1985 6.109 43 8.084 87 14.193
1986 4615 39 7.267 61 11.882
1987 3.739 32 7.197 68 11.536
1988 2.883 25 8.843 78 11.726
1989 1.603 13 11.012 87 12.615
Fuente: UNESID.
[0.3.18]
En la colada convencional, el acero se cuela
en moldes prisméticos de seccién cuadrada,
rectangular, poligonal o con formas especiales,
segin el producto que se desea obtener
(0.3.19)
Los lingotes tienen una altura del orden de 2m y
su peso puede variar desde: algunos cientos de ki-
logramos hasta 100 t si bien los mas frecuentes 0s-
cilan entre 10 ty 30.
Se debe cuidar el proceso de solidificacion y de-
soxidacién del acero ya que esta operacién puede
afectar la calidad y pureze del acero obtenido
Cuando se ha conseguido una solidificacién su-
ficiente, se desmoldean los lingotes y. en lo posible,
se cargan los mas répidamente en los homos de fosa
hasta que se alcanza la temperatura para su lami-
nacién en el tren desbastador, en los que se trans-
forman en desbastes: planos, rectangulares 0 cua-
drados. Otros lingotes se destinan a ser conformados,
por forja 0.3.20}
oe ensizsnG
En la colada continua, el acero liquido se
vierte sobre un molde de fondo desplazable que
se refrigera por medio de chorros de agua, con
lo que se consigue una répida solidificacion.
Mediante unos rodillos extractores, se arrastra
la barra asi obtenida de forma continua y.
cuando se ha conseguido la solidificacion de
toda la seccién, se trocea a las longitudes de-
seadas mediante soplete [0.3.21]
0.3.6. CONFORMACION DEL ACERO
Una de las propiedades que confieren al
acero sus amplias posibilidades de utilizacion
es su aptitud a la conformacién mediante la
aplicacion de un esfuerzo mecénico, es decir.
su maleabilidad.
Desde muy antiguo se conoce esta técnica de
dar forma al acero mediante golpeo con una
masa movida por energia hidréulica (marti-
nete), o con martillo (forja)
CUCHARADA
DE COLADA
[i |REFRIGERACION
DESBASTES
Tl u | [0.3.21]
En la actualidad los sistemas de conforma-
cin del acero se limitan a:
— laminacion;
— forja y estampacion:
— moldeo.
En (0.3.22] se indican los tonelajes produ-
cidos en Espafia por cada proceso en los ulti-
mos afios.
— Laminaci6n. Es el proceso de conformar
un producto inicial, variando su seccién, me-
diante la presion ejercida por dos cilindros, en-
tre los cuales se hace pasar el material
La laminacién puede realizarse a temperatu-
ras elevadas (alrededor de los 1 000 °C) - la-
minacién en caliente - 0 a la temperatura am-
biente - laminacién en trio -
En a laminacién en caliente se aprovecha la
mayor plasticidad del material a elevadas tem-
peraturas y se pueden conseguir mayores re-
ducciones de seccion.
Sélo son susceptibles de obtenerse por la-
minacién productos de seccién uniforme y de
forma relativamente sencilla.
El producto que alimenta los trenes de la-
minacién en caliente, denominado desbaste, se
puede obtener bien a partir de los lingotes ob-
tenidos en la colada convencional o bien a par-
tir de los productos obtenidos por colada con-
tinua [0.3.23]
En el primer caso, los lingotes, después de su
desmoldeo y calentamiento en los hornos de
fosa, se laminan en los trenes desbastadores
‘ao prodictos Inninsdes [a ‘Acero moldeado Acero forjado
Largos Planos Total roe 1orr
1974 4852 4.428 8.980 143 102
1975 4.081 4.254 8.295 138 100
1976 4.667 4.1958 8.862 110 a1
1977 4,653 4.392 9.045 1 4
1978 4.966 3919 8.885 110 68
1979 5.488 3.697 9.185 109 62
1980 5.598 3.966 9.564 118 "4
1981 5.876 3.778 9.654 18 8
1982 5.937 3.374 9.311 109 74
1983 6.313 38it 10.124 98 58
1984 6.828 3.875 10.703 100 81
1985 7.199 3.798 10.996 94 44
1986 6.186 3.683 9.869 2 -
1987 5.962 3.856 9.819 88
1988 6171 4343 10.615 92 =
1989 6.188 4846 11.004 102 -
Fuente: UNESID.
[0.3.22]
40 2/S/D=SA
[0.3.24] donde en sucesivas pasadas, se trans-
forman en desbastes de seccién plana (plan-
chones 0 «slabs») 0 de secci6n cuadrada o rec-
tangular (palancones o «blooms») segin el
producto final que se desea obtener.
Las chapas y bandas ~ productos planos ~ se ob-
tienen a partir de los desbastes planos, es decir. mu:
‘cho mas anchos que gruesos que, después de ca-
Ientados en unos hornos adecuados, se hacen pasar
repetidas veces entre dos cilindros lisos (trenes re-
versibles), reduciendo su espesor en cada pasada,
hasta obtener el deseado para el producto final. Se
obtienen asi las chapas gruesas (de espesor superior
42
a 6 mm) que posteriormente se despuntan, se cortan
2 las dimensiones finales y se dojan entriar en las
instelaciones de acabado {0.3.25}
Para la obtencién de chapas de menor espesor es
preciso obtener un producto plano intermedio. de
anchura igual al producto acabado y de un espesor
del orden de los 10 mm. Este producto intermedio
se hace pasar por una serie de cajas (trenes conti-
nuos 0 trenes de bandas) que reducen sucesiva-
mente su espesor. Algunos trenes denominados se-
micontinuos, tienen primero una caja desbastadora
generalmente cuarto reversible, que en sucesivas pa-
sadas laminan un desbaste, hasta las dimensiones
adecuadas para su laminacién en continuo en las
cajas sucesivas [0.3.26]. En ambos casos el metal
se estira, a la vez que se adelgaza, y se obtiene asi
una banda de gran longitud, la cual se arrotla para
formar una bobina. Esta bobina se deja entriar y pos
teriormente se procesa; una bobina puede tener uno
de los siguientes destinos:
— linea de corte transversal para obtener chapas
cortadas;
— relaminar en flo;
(0.3.27)
[0.3.26]
— conformacién en frio, con o sin un corte longi-
tudinal previo, para la fabricacion de otros pro-
ductos planos (chapa conformada) 0 productos
largos (tubos. periiles, etc.)
En el caso de bobinas destinadas a procesar en las
lineas de laminaci6n en frio, las bobinas laminadas
en caliente se limpian con acido (decapan) y su es-
pesor se reduce haciendo pasar la banda entre una
serie de cajas de laminacién (tren tandem) [0.3.27]
znsizsA@ +6
hasta la obtencién del espesor final: después sufren
uun proceso de recocido (en hornos de campana o
en continuo) y una laminacién de acondiciona-
miento 0 temperado («skin-passy)
La bobina laminada en ftio se puede destinar a
cortar en chapas a longitud fija
— recubrir (galvanizar, estafiar, hojalata, etc.)
— conformar (chapa ondulada, fabricacion de tu
bos. perfiles)
Los productos largos se obtienen por laminacién
en caliente de los desbastes cuadrados en trenes con
cilindros de forma adecuada, segiin el perfil que se
desea obtener [0.3.28]. Se obtiene asi las vigas, los,
Perfiles U, los carries, los angulos y otros perfiles
especiales
[0.3.28]
— Forja y estampacién. La mayor parte del
acero producido se conforma por laminacién
Sin embargo, una parte se destina a la forja, que
44 ensinzsAn@
es la técnica més antigua para la conformacion
del acero. La forja del acero consiste en dar
forma a una barra o tocho mediante golpeo. La
forja manual, que tanta importancia tuvo en
tiempos pasados para la fabricacién de uten-
silios de hierro —las famosas herrer‘as ~ ha caido
en desuso y se limita en la actualidad a trabajos
artesanales y de obras de arte, Las forjas actua-
les utilizan martillos pilones movidos por vapor
© por prensas hidraulicas y pueden alcanzar po-
tencias considerables.
La estampacién es un caso particular de forja
en la que se golpea con una matriz que lleva en
hueco la forma de la pieza que se desea obtener.
— Moldeo. E! moldeo consiste en verter el
acero liquido en un molde que contiene una ca-
vidad que reproduce la forma de una pieza. Al
solidificar el acero colado en el molde se ob
tiene la pieza deseada y. salvo operaciones de
acabado, la pieza asi obtenida no se somete a
transformaciones posteriores por deformacién.
La fabricacion de una pieza consta de las si-
guientes etapas:
fabricacién del molde:
— elaboracién del acero liquido:
— colada del acero en el molde;
— desmoldeo (con molde recuperable 0 no re-
cuperable);
acabado de la pieza: mecanizado.
0.4. CLASIFICACION Y DESIGNACION DE
LOS ACEROS “?
0.4.1. CRITERIOS DE CLASIFICACION
Los aceros se clasifican [0.4.1] atendiendo a:
— composicién quimica;
— principales caracteristicas de utilizacién.
"Para una mayor precision sobre los criterios de cla
sificacion de aceros, constitese la norma UNE 36-004
(EN 10 020) y sobre los crterios de designacin la norma
UNE 36-009 (EN 10 027).
Utilizacién
Composicién Base | Calidad Especiales
quimica
No aleados x x x
Aleados = x x
[0.4.1]
0.4.2. CLASIFICACION SEGUN LA
COMPOSICION QUIMICA
Atendiendo a la composicién quimica, los
aceros se clasifican en dos grupos: aceros no
Contenido
Elemento especificado limite
%
Aluminio 0.10
Bismuto 0.10
Boro 0.0008
Cromo 0.30
Cobalto 0.10
Cobre 0.40
Lantanidos, cada uno individual-
mente 0.05
Manganeso 1,65
Molibdeno 0.08
Niguel 0,30
Niobio 0.06
Plomo 0.40
Selenio 0.10
Silicio 0,50
Telurio 0.10
Titanio 0.05
Tungsteno 0.10
Vanadio 0.10
Circonio : 0.05
Otros (excepto: carbono, fosforo.
azufte, nitrogeno y oxigeno)
cada uno individualmente 0.05
[0.4.2]
aleados y aceros aleados. En [0.4.2] se indican
los valores limites de los elementos de aleacion
que separan los aceros aleados de los no alea~
dos, de acuerdo con UNE 36-004 (EN 10 020).
0.4.3. CLASIFICACION SEGUN LAS
PROPIEDADES DE EMPLEO
— Aceros de base: son aquellos aceros no
aleados que no son objeto de prescripciones
de calidad que necesiten precauciones es-
peciales para su fabricacién. En tonelaje,
son los de mayor consumo y son los que
mayoritariamente se utilizan en la construc-
cién con acero.
Aceros de calidad: son aquellos aceros, no
aleados 0 aleados, a los que no se les exige
una regularidad de respuesta a los trata-
mientos térmicos. Debido a sus condiciones
de utilizacién, a estos aceros se les puede
exigir prescripciones mas rigurosas — tales
como resistencia a la rotura fragil, estruc-
tura, aptitud a la deformacién -, lo que
puede precisar precauciones especiales para
su fabricacién, En particular, algunos aceros
de calidad, para responder a ciertas condi-
ciones de uso 0 servicio, contienen algunos
elementos de aleacién que los clasifican
como aceros aleados [0.4.2].
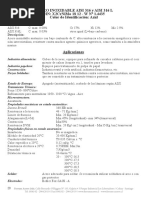
Aceros especiales: son aquellos aceros, no
aleados 0 aleados, que, un ajuste preciso de
su composicién quimica y unas condiciones
particulares de elaboracién y control, les
confieren propiedades muy diversas de con-
formabilidad y aptitud de empleo. Se inclu-
yen entre estos aceros los de caracteristicas
fisicas especiales, resistencia a la corrosion
(inoxidables), a la oxidacién en caliente, a
ensinzsA@ +6
la fluencia, los aceros para rodamientos,
para herramientas de construcciones meté-
licas, construccion mecanica, etc.
Dentro de esta clasificaci6n general se establecen
tun sin numero de agrupaciones, atendiendo més
bien a criterios de utilizaci6n que a criterios de cla-
sificacion, asi se habla de los aceros de construc-
cidn, de los aceros para herramientas, de los aceros
para calderas o de los aceros para construccién me
talica
Sin embargo. esta clasficacién, que més bien es
una agrupacién de los aceros en familias segun api
caciones, no se corresponde con la establecida en
fa norma UNE 36-004 (EN 10 020) y, para una
misma familia, existen aceros de las tres clases arriba
establecidas,
0.4.4. DESIGNACION DE LOS ACEROS
La norma UNE 36-009 (EN 10 027) que es-
tablece los criterios para la designacién de los
aceros esta actualmente en fase de informacion
publica recogiendo el proyecto de Norma Eu-
ropea 10 027 que est asimismo en fase de en-
cuesta.
‘Aunque después de esta fase puede suftiral-
gunas modificaciones de detalle exponemos a
continuacién los principios generales que pre-
visiblemente no sern modificados.
En primer lugar esta norma se desdobla en
dos partes: la primera recoge los principios de
la designaci6én simbédlica a base de nimeros y
letras. La segunda, dedicada a la designacion
numérica, recoge integramente el nuevo sis-
tema aleman de designacién numérica (Werk-
stoffnumber) que amplia a seis cifras el anterior
de cinco. Estos dos tipos de designaciones tie-
nen aplicaciones diferentes y complementarias;
la designacién simbélica se basa en las princi-
pales caracteristicas del acero, y es de cardcter
abierto (numero desigual de simbolos) y acu-
mulativo (se afiaden simbolos para designar las
diferentes variantes), la designacién numérica
es de caracter cerrado y salvo para grandes gru-
pos de aceros tiene un cardcter arbitrario, La de-
signacion numérica es mas adecuada, por su
caracter cerrado, para su tratamiento informa-
tico, mientras que la designaci6n simbdlica, por
46 snsinesAnQ
su cardcter mnemotécnico, es més adecuada
para los trabajos técnicos.
Para los aceros utilizados en la construccién
el uso ha impuesto como mas frecuente la de-
signacién simbédlica, la cual, segun la nueva
norma UNE 36-009/1 (EN 10 027/1), se com-
pone de una parte basica que puede comple-
mentarse con una parte facultativa que designa
aplicaciones especificas.
La parte basica se compone de una «letra
clave que designa el empleo; esta letra clave
es
para los aceros de construccién metélica
para los aceros para los aparatos a presion
para los aceros para conducciones y tube-
rias
B para los aceros para hormigén (armado y
pretensado)
E para los aceros para construccién mecé-
nica
run
A la letra clave sigue un niimero que indica
el limite elastico minimo especificado para el in-
tervalo de espesor de 3 a 16 mm y expresado
en megapascales (MPa)
Ejemplo: $ 235
El grado de acero, se designa mediante dos
simbolos que indican, el primero, el nivel de
energia absorbida que debe alcanzarse en el en-
sayo de flexion por choque y un segundo que
indica la temperatura de ensayo de acuerdo con
la siguiente tabla [0.4.3]
Temperatura Energia de rotura
de ensayo
‘C 27d 405
20 GR JR
0 Go JO
-20 G2 J2
-30 G3 J3
=40 Ga J4
-50 G5 Js
-60 G6 J6
(0.4.3]
Ejemplo: La antigua designacién AE 275-C
definida por un limite elastico minimo de 275
MPa y una energia de rotura por choque de 27
J.a0°C se designaré como:
S 275 GO
Las aplicaciones especificas se designaran
mediante una letra afiadida a continuacion de
la letra clave. Esta letra es la siguiente:
aptitud al trefilado y calibrado
aptitud al plegado
aptitud para el forjado y el estampado
‘aptitud para la conformacién en frio (perfilado)
aptitud para la fabricacién de tubos soldados
~aptitud para la conformacién
aptitud para la construccién de aparatos a presién
aptitud con requisites de energia de rotura por cho-
que a bajas temperaturas.
censa.
— Limite eléstico aparente: en los aceros que
presentan el fendmeno de cedencia, el limite
elastico aparente es la carga unitaria que so-
porta la probeta al producirse la cedencia
Se distinguen:
¢ Limite eléstico aparente superior (Ray): €s
el valor de la carga unitaria medida al co-
mienzo de la deformacién plastica al i
clarse el fendmeno de cedencia o el valor
de la carga unitaria medida en el primer
maximo que aparece en el grafico [0.5.8]
al iniciarse la cedencia, aunque éste sea
igual o inferior a otros maximos que pue-
dan presentarse durante dicho fenémeno
(0.5.9)
« Limite eléstico aparente inferior (R..)- es
la carga unitaria mas baja, registrada en el
grafico, que soporta la probeta al final de
la cedencia, sin tener en cuenta las osci-
58 S/1S/D=SA
laciones intermedias [0.6.8]. [0.5.9] y
[0.5.10]
Como se ha indicado en los parrafos ante-
riores existen varios valores del limite elas-
tico que presentan pequefias variaciones
entre si, debidas a la diferente forma de su
determinacion. Estas diferencias tienen un
cardcter tedrico y no tiene efectos practicos.
Como el comportamiento del material.
guiendo alguna de las curvas [0.5.7] a
[0.5.10], depende del tipo de acero. En la
norma que define este acero se indica cual
es el tipo de limite eldstico que debe utili-
zarse a efectos de recepcién del material.
pero que, insistimos, tiene poca importancia
a efectos de utilizacion
— Resistencia a la traccién: es la carga unitaria
maxima A, soportada por el material
(0.5.13)
Alargamiento unitormemente
repartido
0 ‘Alargamientos
(0.5.13]
Durante muchos afos, la carga de rotura minima
gatantizada se ha utilizado para definir un tipo
de aceto, deduciendo a partir de este valor ell
mite eldstico. En los ultimos afos el valor que se
toma como base de calculo es el limite eldstico
yu valor minimo garantizado es el que se utiliza
pata definir el tipo de acero, reflejandolo incluso
en su designacién.
— Alargamiento: Es la deformacién remanente
que presenta el material después que ha sido
sometido a una carga superior a la corres-
pondiente al limite eldstico. Se expresa
como tanto por ciento de la distancia inicial.
Se pueden definir dos tipos de alargamientos: el
‘alargamiento de rotura que es el que se obtiene
después de romper una probeta y midiendo la
longitud de la probete reconstruida y el alarga-
miento obtenido bajo carga maxima,
El alargamiento uniformemente repartido, o alar-
gamiento bajo carga maxima, es el alargamiento
‘experimentado por la probeta cuando se aleanza
la carga maxima (0.5.13)
El valor del alargamiento de rotura estd afectado
por el tipo de probeta empleado en su determi-
naci6n, por lo que es preciso indicar siempre,
junto con el valor de esta caracteristica, los pa-
rametros que definen Ia probeta empleada.
ET alargamiento repartido ofrece una informacion
sobre la capacidad de adaptacién plastica del
material. La determinacion del alargamiento re~
partido es delicada y generalmente no se aplica
para los ensayos de rutina. Se han ensayado al-
gunas formulas empiricas para deducir su valor
2 partir del valor del alargamiento de rotura, pero
los valores obtenidos son muy dispersos y. 9¢-
nefaimente, no pueden tomarse como base para
tuna tecepcién, Como regla general puremente
orientativa, para los aceros de construccion, este
alargamiento puede estimarse en los dos tercios
del alargamiento de rotura 0 alargamiento total
Estriccién: Es la reduccién de seocién que
se produce en la zona de rotura; se deter-
mina como la diferencia entre el area de la
seccién inicial (S.) y el area de la seccién
minima (S,) de la probeta después de la ro-
tura, expresada en tanto por ciento de la
seccion inicial S,,
En [0.5.14] se indican los simbolos em-
pleados en la designacién de estas carac-
‘Seccién inicial de la probeta de traccion Se A
Seccion minima después de la rotura S. A
Distancia inicial entre puntos de la probeta de traccién be u
Distancia final entre puntos i i
Gara au esta sometida la probeta en cualquier momento | ¢ . gig, foo
Carga de rotura Fy = Ry So_| Faas = fomon AL
Limite eldstico Re fy,
Limite elastico aparente superior Pa fy 6 f, SUP.
Limite eldstico aparente inferior Rav fy. L 64, inf
Limite eléstico convencional n Bow fy
Resistencia a la traccién Ra i
Alargamiento remanente A e
Alargamiento de rotura A &
Estriceién z Q
(1) _Las definiciones de los términos aqut recogidos se establecen en la norma UNE 7474/1
[0.5.14]
ensinzsA@ +9
teristicas y de los parametros de la probeta
empleada. Existe una dualidad, tanto en la
nomenclatura nacional como en la interna-
cional en la simbologia empleada por las in-
dustrias del acero y de la construccién. En
la mencionada tabla se recoge la equivalen-
cia entre ambas.
Energia de rotura por flexion y su relacién con
la rotura fragil. Al proyectar una estructura, los
célculos se realizan de forma que en ningun
punto se sobrepase el Iimite eldstico del mate-
rial, De esta forma se evitan deformaciones que
puedan conducir a la rotura clésica, es decir, la
que se produce de forma semejante a la obser-
vada en el ensayo de traccion.
En la practica, y por distintas causas, se pue-
den producir concentraciones de esfuerzos que
dan lugar a un estado bi o triaxial de solicita-
ciones, y el elemento no se puede deformar
plasticamente y, si se produce la rotura, ésta
tiene lugar de forma brusca, practicamente sin
deformacién. Este tipo de rotura se conoce
como rotura fragil
La sensibilidad de un acero a la rotura fragil
(0.5.15)
60 S/S/D=SA\
depende fundamentalmente de cuatro factores
principales:
— nivel de esfuerzo a que se somete el acero,
que depende de las solicitaciones aplicadas
y de la redistribucién de esfuerzos en el
acero después de la plastificacién
— presencia de una entalla, debida a un de-
fecto interno preexistente 0 producido du-
rante el soldeo o la puesta en obra:
— temperatura a la que se encuentra el acero;
- velocidad de aplicacién de las solicitacio-
nes,
Entre los ensayos que se realizan para estimar
el comportamiento de un acero a los esfuerzos
multiaxiales, el ensayo Charpy de flexién por
choque es uno de los més sencillos y menos
costosos,
Este ensayo esté descrito en la norma UNE
7-476 y esencialmente consiste en romper, de
un sélo golpe, mediante un péndulo Charpy y
en condiciones definidas, una probeta entallada
en su centro y apoyada en sus dos extremos.
Se determina la energia asi absorbida en el cho-
que [0.5.15]
‘Aunque histricamente han existido distintos ti-
pos de entalla, la que actualmente se utiliza para de-
finir el nivel de energia de rotura por flexién, es la
entalla en V de 2 mm de profundidad, denominada
ISO V.
Realizado para la calificaci6n de un material, por
este ensayo se debe comprobar que la energia ab-
sorbida, a la temperatura de su realizacion, es su-
perior al valor especificado en la norma y que sirve
para definir el grado del acero. Asimismo. este en-
sayo permite definir la temperatura de transici6n,
— Definicion convencional de la tempera-
tura de transici6n, Cuando se realizan ensayos
de traccién a temperaturas decrecientes, au-
menta el limite eléstico y la resistencia a la trac-
cién [0.5.16] mientras que disminuye el alar-
gamiento [0.6.17] y la estricci6n [0.5.18]
Para una determinada temperatura 7,, deno-
minada temperatura de transicién, el limite elds
Temperatura
(0.5.18)
tico y la carga de rotura llegan a coincidir y la
estriccion se hace practicamente nula.
En los aceros de estructura ferrita-perlita, como
son la mayoria de los aceros al carbono utilizados
‘en la construccién con acero, la sensibilidad a un
estado de triaxiabilidad, para un nivel de esfuerzo
dado, aumenta bruscamente en la zona de la tem-
peratura de transicién y la fragilidad del metal au-
menta muy rapidamente.
Si se relaciona la energia absorbida para pro-
ducir la rotura de una probéta en el ensayo de
flexion por choque con la proporcién de de-
formacién plastica, es evidente que aquella sera
tanto menor cuanto menor sea la deformacion,
es decir, cuanto més fragil sea el acero. La curva
que refleja estas variaciones de energia en fun-
cién de la temperatura del ensayo presentard la
forma de [0.5.19]
am
! |
\ |
| fe
|
i
i Temperature
: eae
{0.5.16} ‘ ‘
(0.8.17)
Loa
Temperatura —e
SNSIDZSRA | 6t
260
Energia de rotura por flexion J
120-100 80-60 -40-20 0 +20 +40 +60
Temperatura (*C)
[0.5.19]
Se define convencionalmente como tempe-
ratura de transicion a:
a) la temperatura @, a la cual se alcanza un
nivel de energla absorbida preestablecido,
p. ©. 27 J para los aceros de uso general;
6
b)_ [a temperatura a la cual se alcanza una
energia igual a la mitad de la energia co-
rrespondiente a la rotura ductil (rama su-
perior de la curva [0.5.19], que es précti-
camente horizontal).
Es preciso recordar que la temperatura de ensayo
no debe confundirse con la temperatura de servicio.
Las temperaturas de ensayos son «términos de re-
ferencia», elegidas para definir el grado del acero.
Los ensayos realizados @ estas temperaturas permi-
ten comprobar que la temperatura convencianal de
transici6n, elegida para caracterizar un acero, satis:
face las condiciones establecidas. es decir que, a la
‘temperatura del ensayo, el material posee una duc-
tilidad suficiente.
Se puede ilustrar lo anterior estudiando tres tipos
posibles de curvas energia absorbida-temperatura,
designadas en [0.5.20] como 1, 2.3.
Seguin la definicién a), la temperatura de transi-
cidn, es aquella a la que se alcanza un valor prees-
tablecido de la energia absorbida, es decir. KV, =
27 J. Trazando una paralela al eje X por la ordenada
de 27J obtenemos en las curvas 1, 2 y 3, respecti-
58 curva 2
Curva t_ Curva 3
s0-40-30-20-10 0 10 20 30 40 60 60 70
{0.5.20}
vamente los puntos A, B y C cuyas ordenadas nos
definen el valor de las temperaturas de transicién T,,,
Ta ¥ Tes
La curva 1 representa a un material que cumple
‘estrictamente la norma, es decir, que 7,, es la tem-
peratura del ensayo prescrita: !a curva 2 representa
un material con mejores caracteristicas que las mi.
nimas establecidas en la norma: su temperatura de
transicin T,2 es inferior a la del acero de la curva 1:
al realizar el ensayo a la temperatura 7,, prescrita en
la norma, el valor de la flexion por chaque KV; sera
superior a 27 J. En el caso de {a curva 3, la tem-
peratura T,; es superior a la de ensayo y el valor de
la flexién por choque obtenida en el ensayo a tem-
peratura T,, es inferior al previsto en la norma.
En la practica, y para los aceros de uso ge-
neral, no es necesario determinar la temperatura
de transicidn, sino que es suficiente determinar
que ésta es inferior (material aceptable) 0 su-
perior (material rechazable) que una tempera-
tura prefijada,
Debe destacarse que los resultados del ensayo de
flexién por choque no son comparables nada mas
ue si se realizan en las mismas condiciones: con los
mismos tipos de probeta y con las mismas entallas,
ya que, la temperatura de transicién esté definida en
funcién de estos factores, especialmente del tipo de
entalla,
Consecuentemente, la relacién entre la tempera-
tura de ensayo y la temperatura de empleo no puede
ser nada més que convencional. El conocimiento de
la temperatura de transicion permite seleccionar un
acero para una aplicacion determinada, bien sea a
partir de la experiencia, bien a partir de disposiciones
reglamentarias.
El ensayo de flexién por choque presenta et in-
conveniente que séto utiliza una parte del espesor
del material empleado. Existen otros ensayos, menos
generalizados y no recogidos en la normativa inter-
nacional, en los que se utiliza el espesor total del
producto y que permiten distinguir entre la energia
necesaria para la iniciacion de una grieta y la ne-
cesaria para su propagaci6n.
El ensayo B.W.T.T. permite determinar la tempe-
ratura de propagacién de una rotura fragil: el ensayo
Robertson determina la temperatura a la que se de-
tiene la rotura y el ensayo Pellini indica !2 tempe-
ratura a la que no puede producirse la rotura.
De las consideraciones anteriores se han de-
ducido los criterios para definir los grados de
los aceros. Al ser dos los pardmetros que deben
definirse - temperatura y energia absorbida ~ es
preciso fijar uno de ellos y variar el segundo
para establecer los distintos grados.
La normativa internacional establece que
para los aceros de uso general. con limites elés-
ticos inferiores a 300 MPa, el nivel de energia
absorbida en el ensayo de flexion por choque
es 27 J; se definen, para los distintos grados.
las siguientes temperaturas de transicion:
— Grado B_ temperatura ambiente (entre 15
y 35°C)
— Grado C 0°C
— Grado D -20°C
Para los aceros con limites elésticos superio-
tes a 300 MPa no se ha definido atin un criterio
nico; las distintas normas internacionales, 0
bien mantienen el nivel de 27 J y bajan la tem-
peratura de transicién a — 40 °C 6a ~ 60°C, 0
bien mantienen la temperatura de — 20 °C yele-
van el nivel de energia absorbida a 40 J.
Debe advertirse que la temperatura de transicion
tiende a aumenter con el envejecimiento del acero y
este envejecimiento puede acelerarse por operacio-
rnes de deformacién en frio (conformacién), por sol-
deo © por calentamiento de! material por encima de
Ja temperatura ambiente,
Los medios para disminuir este envejecimiento
son la utilizacién de aceros con un bajo contenido
de nitrégeno libre y evitar, en la puesta en obra,
aquellas operaciones que pueden provocar el fe-
némeno de envejecimiento. Si éstas son inevitables,
se deberan utilizar los grados con temperatura de
transicion baja (grados C 0 D) de forma que ésta
see lo suficientemente baja como para permitir el li-
gero incremento posterior.
La soldadura degrada la resistencia a la rotura fré-
gil al elevar la temperatura localmente y por el riesgo
de que existan defectos en la zona de la soldadura
que tengan un efecto de entalla que faciliten la ini-
ciacion de la rotura fragt
Si se elige convenientemente el grado-de acero
estos riesgos se atentan si:
— los defectos en la soldadura son inferiores a una
magnitud dada:
— Ia energia de soldeo es la adecuada:
— el nimero de pasadas de soldadura es el ade-
cuado en funcién del espesor;
— la temperatura de servicio no es inferior a
60°C.
Como resumen puede indicarse que el valor de 1a
energia absorbida es un indicador fundamental en
la eleccién del acero y esta estrechamente relacio-
nado con’
— la temperatura de servici
— las condiciones de soldeo:
— 61 tipo de solicitaciones de! material (estaticas,
dinémicas, lentas, etc.)
Soldabilidad. La norma ISO 581 de 1967 define
la soldabilidad de la siguiente forma
«Se considera que un material metélico es sol-
dable, en un grado dado y para un procedimiento y
para un tipo de aplicacién preestablecidos, cuando
se presta, si se aplican las precauciones correspon-
dientes a ese grado, a la realizacién de una cons-
truceién entre elementos en la que sea posible ase-
gurar la continuidad metdlica mediante la constitu-
=nsinzsAG 6
cién de juntas soldadas que, por sus caracteristicas
locales y las consecuencias globales de su presen-
cia, satisfagan las propiedades requeridas y elegidas
como base de juicios
De esta definicién se deduce que la solda-
bilidad no es una propiedad objetiva del acero
sino que depende de otros factores y de las apli-
caciones previstas. Es de importancia capital,
para la obtencién de una buena soldadura, una
buena ejecucién de la misma y la aptitud de los
soldadores; la formacién y homologacién de
estos operarios es uno de los problemas que
‘tiene planteado actualmente la industria de la
construccién con acero.
Se puede asegurar que, en principio, todos fos
aceros son soldables si se elige la técnica de soldeo
adecuada y se toman las precauciones necesarias
segiin los espesores a solder.
Para cada tipo de acero debe fijarse:
— procedimiento de soldeo.
— tipo de union;
— tipo de electrodos;
— velocidad de soldeo;
— numero de pasadas, y
— sies preciso un calentamiento previo y/o ul-
terior.
Durante muchos afios se ha tratado de definir
unas condiciones objetivas para cuantificar la
aptitud de un acero a la soldabilidad, sin con-
seguir una respuesta plenamente satisfactoria
Los criterios basados en la composicién qui-
mica, es decir, en la definicién del carbono
equivalente, estén en franco retroceso y estan
siendo eliminados en las normas mds recientes.
En primer lugar, existen varias formulas para
definir al carbono equivalente, si bien la mas
ampliamente difundida es:
% Coq = % C+ BM 4
% Cr+ % Mot+t%V % Cu+% Ni
ee
que es la adoptada por la Subcomision IX del
Instituto Internacional de la Soldadura.
64 ENS/ID=SA,
En segundo lugar no existe un acuerdo und-
rnime sobre el valor limite que debe establecerse
para considerar que sean soldables los aceros
con carbono equivalente inferior a dicho valor
limite.
Las normas francesas han establecido recien-
temente otro parémetro: la energia de soldeo
definida como la energia nominal suministrada
por el arco, que se precisa para realizar el sol-
deo. Se expresa en kilojulio (kJ) por centimetro
de cordén y se define mediante la formula
6o-u-l
== F000 v
E, = energia de soldeo, expresada en kiloju-
lios por centimetro (kJ/em)
U_ = tensién de soldeo, expresada en voltios
(V)
J = intensidad de soldeo, expresada en am-
perios (A).
v= velocidad a la que se deposita el cordon,
expresada en centimetros por minuto
(cm/min)
Este valor nominal, corregido por un factor de
rendimiento térmico que depende de los pro-
cesos de soldadura y de los electrodos emplea-
dos, permite establecer, para cada acero, los
4bacos que definen las condiciones de soldeo
segtin los espesores.
Como ilustracién, se incluyen los gréficos corres-
Pondientes a los aceros franceses E 24 (equivalente
al UNE-AE 235) [0.6.21] y E 28 (0.5.22) (equiva-
lente al UNE-AE 358), tomados de la norma fran-
cesa NF A 35-501
Otras propiedades. Aunque el limite eldstico
a la temperatura ambiente y la energia absor-
bida por choque, que se han comentado en los
pérrafos anteriores son las caracteristicas basi-
cas que se utilizan para definir un acero, otras
caracteristicas son de gran importancia en la
utilizacién y puesta en obra de los materiales de
acero,
Espesor he 3
(om | 85
ole oI
so bocce
a secs
0
2
i Electrodos
ce
mito
10
3
3
Biteo nao. ea tel eaauasas
ee)
[0.5.21]
Espescr
(nm) |g
as
wolf
fd
so
«|
0 Electrodos:
blocs
vos
2
Elecvodos
ce
a to
°
a
Retaro aa ese araa
Giiem
(0.5.22)
— Masa especifica. La masa especifica del
acero depende fundamentalmente de la tem-
peratura y, en menor medida, del contenido en
carbono y de los tratamientos térmicos.
La masa especifica del hierro puro es de 7,88
kg/dm? y para los aceros al carbono se toma
convencionalmente el valor de 7.85 kg/dm*
El contenido en carbono de los aceros re-
cocides hace disminuir la masa especifica en
0,026 kg/dm® por cada 1 por 100 adicional de
carbono hasta 1,6 por 100 y para los aceros
templados (sin austenita residual), por cada 1
por 100 de carbono adicional, la masa especi-
fica decrece en 0,122 kg/dm?, Los elementos
de aleacion también hacen variar la masa es-
pecifica
— Médulo de elasticidad longitudinal E 0
médulo de Young. Segtin Ia ley de Hooke, si
los esfuerzos de traccién o comprensién a que
se somete un material no sobrepasan un deter-
minado limite, las deformaciones (alargamien-
tos) son proporcionales al esfuerzo (zona plas-
tica). La constante de proporcionalidad se de-
nomina médulo de elasticidad longitudinal o
médulo de Young y en un estado de esfuerzos
uniaxiales viene definido por la formula:
pa%
é
en la que
e médulo eldstico;
& = esfuerzo longitudinal principal;
9} = deformacién lineal correspondiente.
Como ¢ es adimensional (ya que es la rela-
cién entre dos longitudes), el médulo eléstico
se expresa en megapascales (MPa) 0 lo que es
lo mismo, en newtons por milimetro cuadrado
(N/mm?)
El médulo elastico a la temperatura ambiente
es practicamente constante y no esté influido
sensiblemente por la composicion del acero: y
su valor nominal puede oscilar, segiin los ace-
ros entre 200.000 y 220.000 MPa, si bien para
los aceros de construccién puede considerarse
comprendido entre 212.000 y 215.000 MPa.
Por el contrario, la temperatura afecta muy
sensiblemente al. médulo elastico. En [0.5.23]
znsipz5A@ 6
Temperatura’C_| 20 | 200 | 400 | 600
Factor K;__| 1.000 | 0,948 [0.875 | 0.775
[0.5.23]
se indica el factor K; de variacién del valor de
E con la temperatura’
E
Ky = cs
siendo:
K, = factor de variacién para una temperatura
7
E, = médulo eléstico a la temperatura T
Ezo = médulo eldstico a la temperatura am-
biente,
— Coeficiente de Poisson. v. Cuando una
barra se somete a un esfuerzo de traccién, se
alarga en sentido longitudinal y anélogamente
se contrae en sentido transversal [0.5.24], si se
somete a un esfuerzo de comprensién, la con-
traccién longitudinal esté acompafiada de una
dilatacién transversal.
En el campo eléstico y para estados uniaxia-
les, estas dos deformaciones son proporciona-
les y la constante de proporcionalidad se co-
noce como médulo de Poisson.
y = Detormacién transversal
Deformacién longitudinal
En general el médulo de Poisson aumenta
con la temperatura y esta poco afectado por la
composicion quimica,
Para los aceros de construccién y a la tem-
peratura ambiente el médulo de Poisson tiene
un valor de 0,28.
— Médulo de rigidez 0 médulo G de Cou-
lomb. Si consideramos un bloque rectangular
ABCD (0.5.25] sujeto en su base AD y some-
tido a una fuerza T (esfuerzo cortante) aplicada
en su parte superior en cualquiera de sus sec-
ciones, por ejemplo, la EE’, se produce una ten-
dencia al deslizamiento que desplaza la seccion
EE’ a una posicion intermedia entre las caras
inferior y superior.
El esfuerzo unitario en cada seccién es igual
al esfuerzo cortante dividido por el area de la
seccidn,
Esfuerzo cortante T
Area de la seccién
El desplazamiento se define por:
cc’
“v= oD
Se define como médulo de rigidez o médulo
G de Coulomb la relacion
esfuerzo uniterio __T
desplazamiento ~ tay
Fuerza T repartida
sobre la seccion
El médulo G varia entre 1/3 y 2/5 del médulo
elstico E
Este médulo varia con la temperatura y para el va~
lor nominal, a temperatura ambiente, de los aceros
de construccién esté préximo a los 82.000 MPa.
Para los materiales isotropos las constantes E
(médulo eléstico), G (médulo de rigidez) y el mo-
dulo de Poisson estan relacionados mediante la for-
mula:
— Dureza. Es la resistencia de un material a
ser deformado por un penetrador de forma y ca~
racteristicas determinadas.
[05.26]
Los tipos de penetradores definen el tipo de
dureza y la fuerza de penetracion aplicada de-
fine la escala de dureza [0.5.26]
Los ensayos de dureza estén definidos en las
normas UNE siguientes:
— UNE 7-422 Ensayo de dureza Brinell
— UNE 7-423 Ensayo de dureza Vickers.
— UNE 7-424 Ensayo de dureza Rockwell.
En ol ensayo de dureza Brinell se utiliza como pe-
netrador una bola de acero de 10 mm de diémetro,
en el ensayo Vickers, una piramide de diamante y en
el ensayo Rockwell un cono de diamante,
Los valores de dureza obtenidos con cada ensayo
no son convertibles entre si, si bien existen algunos
ensizsA@ 61
documentos que establecen correspondencias
orientativas.
La dureza del acero tiene una gran importancia en
ciertas aplicaciones como por ejemplo para piezas
de maquinaria, en cambio, para los aceros de cons-
trucci6n no ofrecen especial interés.
Sin embargo, como existe una relacién empirica
entre la dureza y la resistencia a la traccién, la de-
terminacién de la dureza puede servir como un en-
sayo rapido y econémico para estimar, de forma
aproximada, ésta ultima ceracteristica y seleccionar
asi qué materiales deben ser sometidos a otras prue-
bes, cuando se tienen dudas sobre la calidad de una
partida.
— Coeficiente de dilatacién térmica. Es co-
nocido que, al modificar la temperatura de un
cuerpo, se modifica su volumen.
Se define como coeficiente de dilatacién tér-
mica lineal a la relacion:
siendo:
A, = incremento de su longitud;
A9 = incremento de temperatura
El coeficiente de dilatacin depende, ademas
de la temperatura, de la composicién del acero.
Dado que el hierro, que es la base del acero, pre-
senta varios estados alotrépicos en los que se mo-
difica su estructura cristalina, la diletacién térmica
no puede definirse en el entorno de la temperatura
de transformaci6n entre las fases ay y.
Como ya se ha indicado el coeficiente de dilata-
cién depende de la composicibn del acero por lo que
no puede darse un valor genérico para todos los ace-
ros y puede variar desde 8 - 10°* a 16 10°? K~'.
Los aceros al carbono, empleados en construc
clon metalica presentan generalmente un coeficiente
de dilatacion térmica entre 12,5 - 10-* y 10: 10-*
Kt
— Resistencia de calculo. La norma NBE-
103 (1973) en su apartado 2.7. define la resis-
tencia de célculo del acero, que no debe con-
fundirse con la resistencia a la traccién, me-
diante la formula:
a
Y%
siendo:
g, = limite eléstico’
¥, = coeficiente de correccién
En el caso de aceros con limite elastico ga-
rantizado, el valor a, es el valor minimo garan-
tizado, Este es el caso de los aceros definidos
en las normas UNE y en la NBE-102. Ademas,
para estos aceros, se tomaré el coeficiente
w=.
Para los aceros que no sé conozcan, 0 No se
tenga garantia de su limite eldstico, éste se de-
tetminara por métodos estadisticos mediante la
formula:
On (1-26)
siendo:
9, = el valor medio de los valores de ensayo:
6 = ladesviaci6n tipica de los resultados ob-
tenidos.
Ademés, se tomard el coeficiente y, = 1.7
Aunque la NBE no precisa el numero, n, de
ensayos que deben realizarse para esta deter-
minacién, para que sean aplicables los métodos
estadisticos se requiere un elevado numero de
ensayos (n superior a 15)
0.6. ACEROS EMPLEADOS EN LA
CONSTRUCCION
Como ya se ha indicado, la construccién con
acero abarca una gran variedad de aplicaciones
técnicas. Para responder a los distintos tipos de
solicitaciones que se presentan, se han desa-
rrollado distintos tipos de aceros que podemos:
agrupar en las siguientes familias:
a) Aceros cuya funcién principal es formar
parte de la estructura, entre los que se en-
cuentran:
‘a1. aceros de uso general, UNE 36-080
(EN 10 025)
a.2. aceros de alto limite eldstico (aceros
microaleados), UNE 36-081 (EN
10 113); UNE 36-122 y UNE 36-
123
a.3. aceros con resistencia mejorada a la
corrosion atmosférica, UNE 36-082
(EN 10 155)
2.4, aceros con propiedades garantizadas
en el sentido del espesor, UNE 36-
083 (EN 10 164)
a.8. aceros para construccién naval (cas-
cos de buques) UNE 36-084
b) Acero para aplicaciones no estructurales,
por ejemplo, cerramientos, cubiertas, fon-
taneria, etc.
b.1, aceros para conformacién en frio y
embutici6n, UNE 36-086 (EN
10 130) y UNE 36-093
b.2. aceros recubiertos:
Chapa galvanizada, UNE 36-130
(EN 10142) y UNE 36-137 (EN
10 148)
Chapa electrocincada, UNE 36-135
(EN 10 182)
Chapa prepintada, UNE 36-150
b.3._aceros inoxidables. UNE 36-016
c) Aceros para elementos de unién.
En los ultimos cinco afios, la definicién de los
tipos y grados de acero esté sufriendo una pro-
funda transformacion,
Los paises de la Comunidad Europea se han
comprometido a adoptar como Normas Nacio-
nales las Normas Europeas elaboradas por el
ECISS (European Iron and Steel Committe of
Standardization) organismo del CEN (Comité
Europeo de Normalizacion); en él se integran los
doce paises comunitarios y, desde 1989, los
seis paises de la EFTA. Con esta decision, los
aceros normalizados en toda la Europa Occi-
dental seran los mismos y se designarin de
igual forma
En las referencias de las normas UNE arriba
mencionadas se ha afadido la designacion de
la norma europea correspondiente. Esté en es-
tudio el designar las diferentes normas nacio-
nales de forma uniforme, poniendo como pre-
fijo las siglas de los organismos nacionales (p.e.
UNE-EN 10025, DIN-EN 10025, BS-EN
10 025, etc.).
0.6.1. ACEROS DE USO GENERAL
Los aceros de uso general son los definidos
en la norma UNE 36-080 (EN 10 026). Esta
norma recoge los aceros basicos que son uti-
lizados en un gran numero de aplicaciones. ta~
les como:
— perfiles estructurales;
— chapas;
— bandas no recubiertas para conformar.
El consumo de estos aceros es, con mucha
diferencia, el mayor de todos los tipos de acero.
La norma UNE 36-080 (EN 10 026) define
18 grados basicos de acero, agrupados en siete
tipos; de los primeros, 15 son aplicables a la
construccién con acero y los tres restantes a la
construccion mecanica.
Por tipo de acero se entiende el nivel de re-
sistencia, definido por el limite eléstico.
Los cuatro tipos definidos para construccién
con acero se indican en [0.6.1]
Limite elistico | Ressiences
. ee 3 49(5)
evioonr we 9080.85
oy (2) (3)
ea10-0(@ | AsI00 Heals | eee ee 5 SS
Feswe@) | aczee > [as | av | om S = [oons | 004s | ooce
feawa(6) | aczweru | wu | ss | o17 | 02 = = | ons | ooss | occ?
feawa | aezeeen | mx | 6s | o17 | on on = | ons | oss | ooce
reac | ae2c mw | os | ox? | os7 047 = | oa | a | oon
resoor | a€2%0 fe | os | ox | as 037 = | oass | aoss | —
Fe 20 02 = [os | ow | on an = | oass | ooss | —
feos | Aerie w | as | om | on on = [oes [000 | oon
aoc | arm¢ ey | as | are | one ais | — | — | 001 | 008 | oom
feaoor | ae750 re | as | or | oe 038 0) = | os | oss | —
Fea0 02 e fe_| as | or | oe axe) = | 003s | ooss | —
mesa | aeses m | as | oz | oz on | +00 | ass | oni [oes | c00e
resioc | ae z7eC wx fas | oz | o20@ | a22 — | 100 | ass | oot | 0010 | ooo
fesioor | aero s | os | 02 | ozo) | a2 | x80 | oss | os | cos | —
Fes1002 S re | 0s | 020 | oz | oz | 10 | 05s | 002s | ooss | —
Fe 510 001 S te | os | 020 | oz) | oz — | 10 | 055 | o0as | ooas | ~
Fesi0 002 S r_| as | oz | ozo | oz | 180 | 055 | o0as | oom | —
fear | aoa wie|-| — = = Pons [oo | a002
reswo2 | Asso m fes| — | = = = | = | aoss | ooss } ooo
ren? | asso m [es| - | = = = | ones | 0048 | coos
~ A wocon el ebicara
(0) “tra mamero dela pubcin cee Noma Europes, no 8h cong wanstamoxin dee EU 271974 nla Noma Exopea EN 1007-1 unde
ej oe moda
12)" Sra Sobral vers eget condi dau por ads 001% de aura enritégano contd e fora edz en 0.005 %
ste elt mdi espeid. x cugue cso cotrigoe tegen el ali de cl. o deb sores de 0.02 por 100
ic) Econo min nine no se pia se acl ene sum (oreo en lal > 0.020) ucts amar Findon lite. x
es eeade devon ca seers.
(i) 8S = Bows de base OS = Aewo de cai
{5} Palos palsy lonnacos comes eps: nin! > 100 mn; contrido en cto w etabeerd pr acd
(6) Sos tice en gees < 25m
(1) Passes noninaes = 10m: C mix = 020%
(8}_Pa espero nines > 20 era los cron KPC mix = 022%
(0.6.3)
72 ensinzsA@G
FE DE ERRATAS
Para los aceros AE 355 definidos en los cuadros [0.6.2], [0.6.3] y [0.6.4] de las paginas
71, Ty 73 respectivamente.
DICE DEBE DECIR
FESIOB © AE 3558 FESIOB © AE 3558
FESIOC © AEQ7SC FESIOC AE 3S5C
FESIOD, AE 2750 FESIOD, AE 3550
FE SIO Dy _ FE 510 D =
FESIODD, = — FESIODD, AE 355 DD
FESIODD, = — FESIODD, = —
a emis
seracin aa un esse nina,
sate | sp de product, en mm wm |S ]e|s|a
| wo a] sfx] | *
ers | Aqua farigan | se | mix | mde | mix | mde | mde
segin sexin soln : evel ee
enrooant | ev 25-72 | UNE 36080-85 Selec
0 ae)
Fea100(6) | _A310-0 + fos [- | - 7 es eS
resto @) | AEDS Las | on | o26 = = | = ones | 005s | oo
reason(s) | aezsaru | ru | as | oz | 025 = = | = | 00s | 0085 | 0000
reas | aemsaen | mn | as | or | a9 020 = | = | os | o0ss | oot
rexoc | Ae z35C rw | as | or | ore on = | = J 00k | 0.80 | oor
Fese001 | AE2I50 fF fos | or | ors on = | = Joos | ooss |
Fe 36002 =~ fe_| os | os | 018 on7 = | = [oo | aos | —
Feaoe | abz768 ew | es | oz | 028 028 = | = [oo [008 | oon
rewoc | atzC ww | as | on | oat o2iay | = | = | 00% | o0so | oon
reason! | aE fe | as| on | o2 ong) | = | = | oo | aos | —
Fea3002 = [os | on | on ong | = | = [oo | aos | —
ress | Aesee m | os | oz | o27 car | 170 | 060 | ooss | 05s | oon
fesoc | atzC a | as | oz | ozs) | 028 — | 130 | 080 | 060 | 0080 | oor
Fesioor | a€2750 s | os | ox | 0236) | o2¢ — | 170 | aso | aos | cows | —
Fesi002 ~ re | as | oz | 023 | o2¢ | 120 | aso | aos | ones | —
Fe 510001 7 se | os | 02 | 0230 | o2¢ | 10 | 00 | aos | oes | —
fe 510002 = r_| os | 0% | ozs | o2¢ | 170 | 0 | aos | coos | —
Fea | As00-2 w fas} — | — 7 = [= Joes | 0088 | oon
Fes | A5W0.2 mw fas} — | — = = | = J 008s | 008s | oon
Fea? | As00.2 wm fos} - | — = = | = [08s | o0ss | oot
* i aac dl abet
(1) Exel moma d pues de ta Noma Epi. wh orci lawansoracin dea EU 271874 an a Noma Europe EN 1002-1 ypunde
se objeto ot medficaiones
(@)_Setier sores los vos eapscicador a onin de que or cade 0.001% aunt en itgeo, coi en iro zc en 0,008 %
sobre lr mimo esentiad, En cau cao contenido en niégeo en # ans soe producto. ro debe steps de 0014 a: 100.
(3) Elcotenido maximo en nitégano no apie sen cola exe alain (anteridoen Atal 3 0020) woos eles fades dl ningeo, En
catia debe cae esos elements.
{t) 85 = Resor de base, 0S = Aowe de cad
(6). Paa los peries y minedos comers de espesoraminl > 100 ml contenido en carbon se estab or suede
(8) Solos fain en epesores < 25 mn.
(7) Pau esesoresnaneaies > 180 mm: C mix = 023 %
(@)_ Pea espesoeesromiales > 30 mm paral actos KPC mix = 024%
(0.6.4)
libertad de suministrar productos normalizados
(simbolizados como D1 y DD) 0 tratados tér-
micamente (simbolizados como D2 y DD2)
pero con la obligacién expresa de indicarlo en
los certificados de inspeccion
Esta prescripci6n es debida a lo indicado en el
apartado 0.5.3 de que en los grados 1 (normaliza-
dos) las caracteristicas mecénicas no deben modi-
ficarse con un tratamiento térmico posterior a la en-
trega (conformacion en caliente y/o tratamientos de
eliminacién de tensiones) mientras que los grados
cuyas caracterlsticas mecdnicas se han conseguido
mediante un tratamiento termomecénico éstas se
pueden modificar sustancialmente después de tales
tratamientos.
En consecuencia, recomendamos a los utilizado-
res la lectura cuidadosa del apartado 7.2 dela norma
UNE 36-080 (EN 10 020). que regula el estado de
suministro que transcribimos a continuacion:
«7.2, Estado de suministro
— Para todos los productos: Si se solicita un
certificado (véase 8.1.2) y los productos se han
solicitado y suministrado en estado N, estos ex-
tremos se deben recoger en el certificado.
— Para los productos planos: Salvo acuerdo
ensizsA@ 73
en contrario, el estado de suministro de los gra-
dos 0, 2, By C queda a eleccién del fabricante
(véase 7.4.1) (Opcién 15)
Los grados D1 y DDI se suministran en es-
tado de normalizado o en estado equivalente,
obtenido por conformacién a la temperatura de
normalizado (véase capitulo 3)
El estado de suministro de los grados D2 y
DD2 queda a eleccién de fabricante.
— Para los productos largos: Salvo acuerdo
en contrario, el estado de suministro de los pro-
ductos largos de los grados 0. 2, B,C. DI y
DDI queda a eleccién de! fabricante (Opcién
19).
Elestado de suministro de los productos lar-
gos de los grados D2 y DD2 queda a eleccién
del fabricante.»
— Designacién de los aceros de uso general.
Ha evolucionado desde la primera edicion de la
norma UNE 36-080 en el afio 1964 hasta la ac-
tualmente vigente, debido a dos hechos im-
portantes:
a) la adopcién del sistema SI de unidades que
incorpora a la designacién la carga expre-
sada en MPa en lugar de kgf/mm? (version
del 78);
b) la adopcién del limite elastico como carac-
teristica fundamental para definir el tipo de
acero,
UNE UNE UNE UNE UNE UNE
36-080-64 | 36-080-73 | 36-080/1-78" | 36-080/2-78 | 36-080/4-79 | 36-080-85
33-0 33-0 ‘A 310-0 - - 310-0
A34b @) aa 7 7
ABde @) - 7 =
A3la Aaia (3) 7 _
A37b A37b ‘A360-B _ AE 235-8
A3ie A3Te ‘A360-C - AE 235-C
A376 A374 A 360-D. - - AE 235-D
A 42a Aaa (3) - - —
A 42b A42b 4410-8 330-8 (3)
A 420 Aa2c A410-C —_ (3)
A426 Aad A410-D A330-C = (3)
- Adda (3) _ —
- A 4db A 430-B 370-8 AE 275-B
- A4dc A.430-C = - AE 275-C
= A ddd ‘A 430-D A370-D AE 275-D
- A82b A610-B A450-8 AE 355-B
- AB2c A810-C A450-C AE 355-C
As2d Ab2d A510-D. ‘A.450-D - AE 355-D
_ - = - - AE 355-DD
60-1 (3) - 7 - i
60-2 80-2 - - A490 A490-2
60-1 (3) oa fe i
A60-2 A60-2 - = A590 A590-2
A 70-2 A70-2 = = A690 A690-2
© Para perfiles y chapa gruesa.
© Aplicable a bandas y chapa cortada de bandas.
© Acero suprimido.
(0.6.5)
74 snswzsAG
En la tabla [0.6.5] se establece la correspon-
dencia entre las designaciones de los aceros de
uso general para construccin con acero en las
distintas versiones de la norma UNE 36-080.
— Correspondencia entre los aceros defini-
dos en la norma UNE y otras normas interna-
cionales.
Ya se ha indicado que todos los paises de
Europa han adoptado como norma nacional la
Norma Europea EN 10 020. No obstante, dado
que los antiguos aceros pueden tener cierta vi-
gencia, en [0.6.6] mantenemos las equivalen-
cias entre las antiguas designaciones para fa-
cilitar su sustitucién por los nuevos aceros.
En la versién actual de la norma UNE 36-080
(1985), el grado AE 355-B sélo es aplicable a
productos largos (perfiles) y el grado AE 355-
D solo es aplicable a productos planos (cha-
pas).
En teorla y salvo las excepciones apuntadas, todos
los productos pueden fabricarse con todos los gra-
dos de acero. Sin embargo, en la practica, los perfiles
estructurales, salvo peticion expresa y acordada pre-
viamente, s6lo se fabrican con el grado AE 236-B
(antiguo A 37-b). Excepcionalmente, algunos an-
qulares, destinados @ la construccién de torres para
tendidos eléctricos, se fabrican con el grado AE 355-
CO AE 355-D.
Es de notar que, segiin queda dicho, los perfiles
fabricados de acuerdo con la nueva versién de esta
norma se fabrican con el acero AE 235-B. sin em-
bargo, al estar en vigor en Espafia la MV 102-1975.
el acero utilizado en pertiles estructurales para las
edificaciones sigue siendo el A 42-b.
Antes de concluir el apartado dedicado a los
aceros de uso general queremos recomendar vi-
vamente a los utilizadores una lectura atenta de
la nueva norma UNE 36-080 (EN 10 020) ya
que se han introducido notables modificacio-
nes respecto a las versiones anteriores que
aconsejan su detallada consideracion
0.6.2. ACEROS SOLDABLES DE ALTO
LIMITE ELASTICO
Las exigencias crecientes de la construccién
con acero han propiciado en los ultimos afios
el desarrollo de una serie de aceros que, con
distintas denominaciones, han sido ofrecidos a
los mercados.
La necesidad de aligerar el peso de las es-
fae . : Estados Unidos
‘sparta lemania vancia | Reino Unido ASTM
UNE oe DIN 17100 | NFA 35-501 | 854360 7 :
36080-85 1980 1986 1979 Seguin Seguin
Re Am
A-310-0 | Fe310-0 | S133 A338 — i —
AE 235.8 | Feé 2358 | St37-2 £ 24-2 40.8 A203 gD | A283 arc
c | Fee236c | st37-au | 24-3 40 A284 gi _
D_| Fee2360 | st37-3n | E24-4 i — a
AE2758 | FeE275B | St44-2 £ 28-2 438
c | Fee27sc | staa-su | €28-3 43 A873 g170 -
D_ | Fee2750 | st44-3n | 28-4 43D
AE 355 B | Fe 3558 € 36-2
c | Feesssc | st52-3u | £36-3 50C Aaa Aaa
D | Fe€355D | St52-3N 50D A709 gr 60 -
AE 355 DD £ 36-4
(0.6.6)
tructuras ha impulsado el desarrollo de aceros
de mayores limites elasticos. No se puede au-
mentar esta caracteristica por medio de la com-
posicion quimica ya que esto disminuiria la sol-
dabilidad y aumentaria el riesgo de la rotura fré-
gil. Fue preciso la adicién de pequefias
cantidades de elementos de aleacién que pro-
dujeran un efecto endurecedor por solucién s6-
lida 0 por precipitacién. De aqui proviene la de-
nominacién de aceros microaleados, con que se
conoce a estos aceros.
Como el efecto de estos elementos es pro-
ducir una dispersi6n de carburos en la matriz
petlitica del acero, la literatura francesa estable-
cié la denominacién de aceros dispersoides.
‘Agotado el recurso de los elementos de mi-
croaleacién, para seguir aumentando el limite
eléstico y disminuyendo la temperatura de tran-
sicion, se acudié a la técnica del tratamiento
térmico de temple y revenido 0 de normalizado
y revenido con adiciones que faciliten la obten-
cidn de estructuras bainiticas 0 martensiticas,
‘como son el vanadio, el molibdeno o el boro
‘Se pueden establecer dos subfamilias de ace-
ros:
— los aceros de estructura ferrita-perlitica:
— los aceros de estructura bainitica 0 marten-
sitica,
— Aceros de estructura ferrita-perlitica. Para
estos aceros, las propiedades mecanicas (resis-
tencia y energia de rotura por flexién) depen-
den principalmente de los siguientes factores:
— porcentaje de perlita en la estructura;
— tamafio de grano ferritico;
— presencia de elementos en solucién solida
Los elementos més simples y econdmicos para
conseguir una estructura con alto contenido en per-
lita son el carbono y el manganeso, con adiciones
de silicio para provocar la formacién de la solucién
solida endurecedora. Para obtener el tamafio de
grano adecuado para los aceros de alto limite elds-
tic, es preciso la adicién de ciertos elementos de-
soxidantes y fijadores de nitrégeno que, despues del
tratamiento térmico de normalizacion, precipitan los
nitruros en los bardes de grano. Para limites eldsti-
cos hasta 390 MPa, esto se puede conseguir con
adiciones de aluminio.
Para valores superiores, es preciso la adicién de
niobio y/o vanadio que, ademas de su efecto afi-
nador de grano, producen un efecto endurecedor
debido a la formacién de carburos. Con estos aceros
se pueden conseguir valores de! limite elastico hasta
550 MPa.
‘Ademés de los elementos de aleacién. se precisa,
bien un tratamiento de normalizado para conseguir
tuna precipitacion de los carburos en los bordes de
grano, 0 bien una temperatura de laminacion con-
trolada (inferior a los 850 °C), lo que exige una pao-
tencia adecuada en los trenes de laminaci6n, y un
contenido controlado de nitrégeno libre. que de-
pende del proceso de fabricacién del acero. Con este
tipo de aceros se puede reducir la temperatura de
transicién hasta los ~ 50°C.
La norma UNE 36-081 de 1976 define estos
tipos de acero microaleados y coincide con la
EU 113 (1972). Recoge siete niveles de resis-
tencia [0.6.7]
Limite eléstico
Tipo eis Resistencia a
de Cea la traccién
acero aps MPa
AE 255 285 370-490
AE 285 285 400-620
AE 316 315 440-660
AE 355 350 490-630
AE 390 390 510-660
AE 420 420 540-680
AE 460 460 570-720
(0.6.7)
Si bien los tres primeros no estan incluidos
en el concepto clésico de aceros de alto limite
elastico, que inicialmente abarca los aceros con
valores superiores a los 350 N/mm’, se han in-
cluido en esta norma por su mayor resistencia
a la rotura fragil
La norma establece, para cada tipo, tres gra-
dos designados convencionalmente por las le-
tras KG, KW, KT, previstos para aplicaciones a
distintas temperaturas [0.6.8]
Grado Aplicaci6n
KW | Temperaturas ambiente
kG | Temperaturas superiores a la ambiente
KT_| Bajas temperatures
[0.6.8]
La caracteristica distintiva de estos aceros, entre
sly respecto @ los aceros de uso general dela norma
UNE 36-080, es la energia de rotura por flexién,
Las diferencias principales que. con respecto a la
energia de rotura por flexién, se establecen para es-
‘tos aceros son’
a) exigencias de valores de energia de rotura por
flexion detetminados sobre probeta longitudinal
y sobre probeta transversal:
b) exigencia de una curva energia de roture por
flexién/temperatura en lugar de fijar un punto
nico de dicha curva.
Para los grados KG y KW, la curva se fija me-
diante cinco valores [0.6.9] a temperaturas en-
tre +20 "Cy ~20 °C y para los grados KT para
temperaturas entre 0°C y ~50°C.
Para las aplicaciones a temperaturas elevadas
(grado KG), ta norma fija valores minimos, para
temperaturas entre 100 °C y 440 °C, si bien al-
gunos valores son indicativos a la espera de da-
tos experimentales que confirmen o modifiquen
dichos valores.
El campo de aplicacion de esta norma, abarca
2 perfiles y chapas si bien, para los perfiles s6lo
estén previstos los grados AE 355-KG, AE 390-
KG y AE 420-KG.
Como recapitulacién, en [0.6.10] se recogen
las caracteristicas objeto de garantia para cada
grado de acero.
En el momento que esta publicacién entra en
imprenta la norma europea EN 10113, que
sustituiré a la presente version de 1972 y con-
secuentemente a la UNE 36-081, esté siendo
sometida a encuesta publica. Esta norma pre-
senta notables modificaciones con respecto a
la version anterior.
En su campo de aplicacién se indica que los.
aceros definidos se aplican en estructuras sol-
dadas fuertemente cargadas, tales como puen-
tes, compuertas, tanques de almacenamiento
utilizados a temperaturas ambiente (grado KG)
© a bajas temperaturas (grado KT). Por tanto
desaparece de la norma el grado W para altas
temperaturas que se traspasa a la norma EN
10 028 de aceros para calderas y recipientes a
presion
La norma se divide en tres partes, la primera
de generalidades que agrupa las prescripciones
comunes a los aceros definidos en las partes 2
y 3; la parte 2 se dedica a los aceros suminis-
trados en estado de normalizado 0 de confor-
mado de laminacién (por laminacién contro-
lada) designados por la letra WV, y Ia parte 3, 2
los aceros conformados mecénicamente y de
enfriamiento acelerado, designados con las le-
tras TM.
Se contemplan aceros no aleados y aleados
y es aplicable tanto a productos planos como a
productos largos (vigas y perfiles)
Se sigue utilizando, de modo provisional, la
designacion de la version de 1972 ya que la
norma en la que se define la nueva designacién,
ain no ha sido aprobada.
El ensayo de flexién por choque es precep-
tivo sobre probetas longitudinales pero, si se
solicita en el pedido, se puede verificar también
sobre probetas transversales.
La lista de tipos de acero se simplifica que-
dando reducidos en los aceros normalizados, a
los tres siguientes: Fe E 275, Fe E 355 y Fe E
460 y para los grados tratados térmicamente a
los cuatro siguientes: Fe E 275, Fe E 355, Fe E
420 y Fe E 460. Para todos los tipos se esta-
blecen los grados ya mencionados KG para
temperatura ambiente y KT para baja tempera-
tura.
En relacién con la composicién quimica, se
han reducido los niveles de fésforo y azufre
0,035 y 0,030 por 100, respectivamente, para
el grado KG y 0,030 y 0,025 por 100 para el
grado KT. Se definen contenidos maximos en
SNS/IDESR
ee
[6'9°0]
TaASuEn HBGOIE = AX Bagord WUIpRIBUE| eoGoIG = AX HBGOG CH)
jesonsuen exeqoid ~ (Z)A sioqold BUIprUGuo|eIeqoxd = (Z)x weqDIs (E)
‘agord 8 ap ioseds3 = ©
‘piped jo uo esituanuco Uagap s8.0/8n $01 WW QOL € OL @P seI058d80 sO} Hed
‘onieorpul ojny & UEp os (sietuesed @r1ue) wbx Us A suy/}6% Ue $8H0,8A $07 “ION
i Parl @oelcoeleae, — | — | xa
aes a ley os
ok (oe) 9€ | (0) oF | (re) vy | (I BF ex eel ay ey lean lian lean cov
== Pen ai Wa) veto ac | we) we | er ze [ow 024-008 cozy | ovr | osy | ov [mx] 3¥ [ozves
= = |r or] (ov) o | (wv) ve | (ov) 8 | 9) 29] AX oF bib od
ware|@ne|woelcnce| — | — | xa
; oe a Biro
aoe z aie AX | ese] ese] ot | (69-39) (ee) tev) | (en) oer
=a ee es n ez) e XA 099-088 oe | ow Pwr] 3¥ [aves
= | = | - |jono (>) 6» ax x atv 9-4
Wa oe) wa ve| we) ee wae = [xa
2) ze | ( *) ep (99) 95 = [ax a atv ea
oe |e oe © eve] esz| oz | (o0-za) oe) | wwe) | ee» | cor oe
== wees] xa 039-015, gse | sce | ose | ose [wa | BY [ores
of = (9) 95] AX OM fined
0 =| = ex
(ce) ee @szafwses| — | — | ax 7 ce
. ee] ez] zz | (o-09 ce) | (ae | Ge) | coe see
=e yar | (vz) ve | (za) Be eee] KA 089-08 sce | sve | see | soe [mr | 2¥ [tives
= | = | = [tome] wo ve] er) er ses] Ax a ones
j@ner| cece = = | xa
i ee rr 60% 9-4
esz}ez| ez | (css) ( | ce | Ger | ce | er ue
=T- fo a e XA 098-0 sez | soe | sic | sie [mr] 3% [aores
=} = | = ono enw 9) 25 AX a Lov 9-4
oa oz woalcolwaz| — | — | xa
@ Gn ar}csrz| ses} — | — |x a 80" 9-3
ae wie XJ ecfesr| ve | teow (az) | «sz) | (62 | (62) sez
= (a ez) (ce) ce| ee ze] KA 028-008 soz | sez | sez | oe [mr] 3% [cored
= (9) 29] (9) 95 | Ax ov for 9-4
r we = [| — {xa
2) 8 (5) 29 es o for ora
vat | er | sz | (os-8e (2) | (52) | (@2) | (@2) saz
= wav je ze] wee] XA oy-00e sez | avz | soz | s9z [wr] 3% [roves
= (wv) ve (9) z5| (09) 98] Ax om Lb 9-4
wal ax open | edu, q
a> | o> | o> | > oS
w- | w- | o- | w- | o- | o | ot | ot pete eer a fun
abe ius a
sy
Wp 9, v0 oles ap (uy) rue Ay eununw e8u3 wu qq
seoseds ed owns peta
up ema =p e20e op ofesu3 i retepaunioseh
g
2
2g
forgo]
q
{esiansuen 2p soupy soronpoid us siegord e} 16 N09 2 UorKay 40d Pumo! #|610U9 e} peqo!duuDD 8 And ee 5
piped (2 ue
Sees coc sec sare ee exes x ca ax x q
aes lf wes [eaioce |e ree es [ecient x
x | x x | x] x |x [x |x x |x x
cea] seers | ea] sec ea | eee jae es [a x x fx x
alae cee] ewes [eat ace eee |e dae aul et te lay x Jatva-a [my | ov av
x | x peeks ec aame |x xx x_| x [owes fox
cea ect ecae|icee cee [sea eee Lea x eae x [sive | iy
x | x Becerra ae ue xalarees (aie ee x [riod |mx | ose av
x | x Dee |e Mes |eaiea | ae exes |e xe x_| x [ewes |ox
See eo | a(x ge |v ax x ra x fewoa| iy
x] x ee xeg aa ae we (exe |e ence ae x fitroa |my | ose ay
xajax Dee ee wes [eaixcae e wee | eea|dax x |x x | x fowos lox
x px fx~xfxPxPx x x sae x [oore-a [iy
x | x Meee |e eee ee axe exc aoe x oor o-s |mix | oie av
x | x Deer |aeweg aa ee | earl tae x | x x [aves lox
ies ewes [ teoces | esol same | ea ae x x | x x |oores [an
ae Dc ees | aaiocaalene wes [ea au aaieiae eet | ea cael ex, x sor o-a |mix | sez av
Mele Bele Meeker exe lie x | x x_|voro-a | ox
Deel wes [eaves |x cl caiman x x | x x eores [ax
Melee Meee eo me (exe ake ce (exe ax x [or o-a Jax | saz av
eae x |x |x |x |x | x x |x x_|tores |ox
a |o-|[o-|o-fo-| o forlar| om] wm |v | « | wv | ser | ome ao
2 ae Asp | sor | ccupuny [PPO] _ OE
: 12) 9. oles op emiewdues, af A onvonue wed | -anoog aes
Epes meu
cars | jeypnydoo) Ay Ri 10 emo 9p eW3 2 20
600 9¢ 3nn votes
a 2040
0 wp soupau SraneiRD epoeutsag
‘roouog
niobio, vanadio, titanio, cromo, niquel, molib-
deno, cobre y nitrégeno lo que permite recoger
la gran variedad de aceros microaleados exis-
tentes con una combinacién limitada de estos
elementos. Por acuerdo en el pedido se puede
limitar el carbono equivalente.
La energia absorbida en el ensayo de flexién
por choque se define para + 20°C. 0°C,
=10 °C y =20°C para los grados KG (49 Ja
20 ‘C) yhasta - 50 °C (27 J) para los grados
KT, si bien los valores se garantizan para todas
las temperaturas, la verificacién sdlo se realiza
para una temperatura, elegida por el cliente, 0
a la menor de la gama si éste no indica tem-
peratura especifica.
— Aceros de perlita reducida. Dentro de los
aceros de estructura perlitica se han desarro-
lado los aceros de estructura de perlita redu-
cida, para bandas laminadas en continuo, en
caliente 0 en frio
Para conseguir un bajo contenido en perlita,
el carbono se debe reducir a niveles inferiores
al 0,12 por 100. El endurecimiento de la matriz
perlitica se consigue mediante la precipitacién
de nitruros y carburos de los elementos mi-
croaleantes tales como niobio, vanadio o tita-
nio.
Las condiciones de laminacién - temperaturas y
reducciones ~ son de gran importancia ya que con-
dicionan la formacién, la distribucién y la morfologla
de los precipitados.
Con estos aceros se pueden conseguir limites
elasticos entre 300 y 600 MPa laminados en frio y
recocidos (con recristalizacién completa)
Por laminacién en fria y una recristalizacién par-
cial, se pueden obtener bandas con limites eldsticos
hasta 800 MPa pero este aumento del limite elAstico
leva aparejado un incremento de la acritud de la
chapa,
El desarrollo de las técnicas de laminacién con-
trolada ha permitido la fabricacion de estos aceros
de alto limite eldstico con una buena aptitud al sol-
deo. Con una misma composicién quimica se pue-
den conseguir mayares limites elésticos que con los
aceros normalizados o bien para un mismo nivel de
resistencia se pueden disminuir los contenidos en
carbano o en elementos de aleacién,
80 S/S/D=SA
Estos aceros tienen su aplicaci6n mas generali-
zada en perfiles conformados en frio, como son los
utilizados en la industria de automocién para las es-
tructuras basicas de los vehiculos.
Las normas UNE 36-122 y 36-123 que recogen
estos aceros se han publicado recientemente y en
ellas se definen los tipos de acero indicados en
[0.6.11]
UNE 36-123 UNE 36-122
banda laminada banda laminada
en caliente en frio
AE 275 HC AE 275 HF
AE 340 HC AE 335 HF
AE 390 HC AE 390 HF
AE 440 HC AE 430 HF
AE 490 HC
AE 560 HC
0.6.11]
— Aceros con estructuras bainitica y mar-
tensitica. Ya se ha indicado que con los aceros
perliticos no se puede superar el limite de los
550 MPa. Para conseguir limites elésticos su-
periores a este valor se deben obtener aceros
con estructuras diferentes: bainiticas 0 marten-
siticas.
Estas estructuras se consiguen mediante un en-
{riamiento rapido del acero desde las temperaturas
de austenitizacion y mediante la adicién de los ele-
mentos de aleacién que modifiquen las curvas de
‘ransformacion (curvas TTT 0 curvas de la S) que
permitan una estructura estable a la temperatura am-
biente
Para obtener una estructura totalmente bainttica,
los elementos més ampliamente utilizados son el
manganeso (contenidos del orden del 2 por 100),
el cromo, el molibdeno y, sobre todo, el boro.
Se pueden obtener aceros con estructura total-
mente bainitica con limites elésticos minimos entre
550 MPa y 600 MPa suministrados normalizados o
normalizados y revenidos.
Para conseguir limites elésticos superiores a 600
MPa es preciso acudir a los aceros de estructura
martensitica revenida obtenidos por temple. Para
ello, es preciso la adicién de elementos de aleacién,
‘como el niquel, el cromo o el boro, que mejoran la
‘templabilidad del acero, y la de molibdeno y vanadio
que favorecen la formacién de elementos endure-
cedores.
Por ultimo, se pueden conseguir aceros de alto
limite eléstico, por endurecimiento estructural por
precipitacion, mediante la adicion fundamental-
mente, de cobre (entre 1 y 1.5 por 100) y de otros
elementos como niobio, niquel, cromo y molibdeno.
Estos aceros, que son, en general, muy bajos en car-
bono (inferior a 0,08 por 100), presentan limites
elasticos de 600 a 50 MPa en estado bruto de la-
minacién 0 normalizados y, con un tratamiento de
‘envejecimiento, pueden alcanzar los 600/700 MPa.
No existen normas UNE en las que se definan es-
tos tipos de acero no estando, por el momento, pre-
vista su elaboracién.
0.6.3. ACEROS CON RESISTENCIA
MEJORADA A LA CORROSION
ATMOSFERICA
Estos aceros, que se definen en la norma UNE
36-082, se corresponden con los denominados
en la terminologla inglesa weathering steel, 0
en la terminologia francesa como aciers pati-
nables.
La adicion de cobre mejora la resistencia a la
corrosién atmosférica mediante le formacion de
una capa de éxido de hierro enriquecido en co-
bre, que es muy adherente, compacta, poco
permeable y que impide, transcurtidos algunos
meses, que progrese la oxidacién a capas més
profundas. En las estructuras construidas con
estos aceros puede prescindirse de la aplicaci6n
de pinturas protectoras lo que supone un aho-
rro en la instalacién y mantenimiento
Otros elementos, como el fésforo, el silicio,
el cromo 0 el niquel también contribuyen a la
mejora de la resistencia a la corrosién,
La norma UNE define dos tipos para estos
aceros, como es tradicional caracterizados por
su nivel de resistencia: AE 235-W y AE 365-W
(la W siguiendo ta nemotecnia inglesa, identi-
fica la cualidad de resistentes a la corrosi6n at-
mosférica), que son dos de los tres niveles de
resistencia definidos en la norma UNE 36-080
para los aceros de uso general
Para cada tipo se establecen los grados B,C
y D, definidos con los mismos criterios que para
los aceros de uso general, es decir, por un nivel
de energia de rotura por flexién 27 J a +20 °C,
0 °C y = 20°C, respectivamente.
Los aceros del tipo AE 236-W son aceros con
adiciones de Cu (0,25 @ 0,60 por 100) y con
los elementos de aleacién cromo y niquel mien-
tras que para los aceros del tipo AE 355-W se
establecen dos subfamilias
— aceros con fésforo y cobre y con adiciones
de Cr y Ni: por razones de soldabilidad se
limita su fabricacién a espesores inferiores a
15 mm;
— aceros con adiciones de cobre y con ele-
mentos de adicién Cr-Ni-Mo y eventual-
mente el circonio,
Dada la pérdida de peso de estos aceros, que est
condicionada por el tiempo de exposicién y por las
condiciones climéticas, se deben sobredimensionar
los productos segiin las reglas expresadas por el fa-
bricante, Este sobreespesor puede verier desde 1.5
mm para largas exposiciones (p.e. 50 afios) y con-
diciones climaticas muy severas, y 0,8 mm para ex-
posiciones inferiores (p.e. 26 afios) y condiciones
atmosféricas poco agresivas.
La Euronorma 155 esta siendo revisada para su
transformacién en EN 10 166. En consecuencie, la
norma UNE 36-082 seré modificada para adoptar
dicha Norma Europea.
0.6.4. ACEROS CON PROPIEDADES
GARANTIZADAS EN EL SENTIDO
DEL ESPESOR
Estos aceros han sido requeridos inicialmente
para la construccién de plataformas marinas de
perforacién (plataformas «off shore), aunque
el desgarro laminar es tan antiguo como la pro-
pia soldadura. Han recibido distintos nombres
como aceros resistentes al arranque laminar o
chapas Z (por ser Z la letra asignada a la direc-
cién del espesor en sistema triaxial de desig-
nacion; UNE 7-333)
Con los aceros tradicionales se observé un
excesivo nimero de casos en los que las ten-
ensipzsA@G «1
siones creadas por las estructuras tubulares sol-
dadas producian la rotura de las chapas de so-
porte por «despeguer, como si la chapa estu-
viera constituida por capas o laminas; de ahi su
denominacién de resistentes al despegue la-
melar.
La rotura laminar se produce cuando se rea-
lizan uniones en T, en cruz 0 en Angulo, en tas
zonas en las que el cordén de soldadura es pa-
ralelo a una de las chapas soldadas y las ten-
siones de traccién actuan en sentido perpen-
dicular a las caras laminadas de la chapa.
Generalmente se manifiesta como una grieta
escalonada paralela a la superficie de la chapa
[0.6.12]
feb oF
El estudio de la mecénica de rotura de estas es-
tructuras permitié atribuir la causa principal ala exis-
tencia de inclusiones en el acero, en forma plana por
efecto de la laminacion, que dan lugar a una dis-
minucién de la ductilidad en el sentido del espesor
(0.6.13)
‘Aunque en el riesgo de la rotura laminar tiene una
importancia decisiva el proyecto y el tipo de unién,
ros limitaremos a analizar la influencia del material
y las condiciones que deben cumplir los aceros para
disminuir estos riesgos de rotura.
‘Como ya se ha indicado, la causa fundamental
debe buscarse en la naturaleza, morfologia y canti-
dad de las inclusiones por lo que la disminuci6n de
éstas mejoraré la calidad del acero. Siendo las in-
clusiones de sulfuros las més frecuentes, una dis-
Esquems de desgarro laminar en soldaduras:
3) EnT con penetracin tot.
'b)_ En Sngulo con penetracin total.
©) EnT soldado a tope.
(0.6.12)
Esquema de ia formacion del desgarra laminas.
[0.6.13]
so ensizsAG
Chapa de ensayo
6mm pare € <60 mm
4
L
T
(10 mm para E > 60 mm.
Esquema de preparacion de las barotas de ensayo.
[0.6.14]
minucién del contenido de azufre, a niveles inferio-
res 2 0,020 6 a 0,015 por 100, mejara las condicio-
nes del acero.
Las técnicas de la metalurgia en cuchara (agita-
cién y vacio) han contribuido a disminuir el con-
tenido en inclusiones y las técnicas de control de
laminacién y la adicién de elementos, como el calcio
0 el circonio, permiten controlar la naturaleza y mor
fologia de las inclusiones para obtener inclusiones
de tipo globular y poco plésticas a las temperaturas
de laminacién
Este conjunto de medidas contribuyen a mejorar
la ductilidad de los aceros en el sentido del espesor
a disminuir el riesgo de rotura laminar
Para medir esta resistencia al arranque la-
melar se ha definido como caracteristica de re-
ferencia la estriccién obtenida en un ensayo de
traccién sobre una probeta obtenida en sentido
del espesor de la chapa [0.6.14]
La norma UNE 36-083, que recoge las pres-
cripciones especiales de este tipo de acero, es-
tablece tres niveles de estriccién designados
como Z-15, Z-25 y Z-35, con los valores in-
dicados en [0.6.15]
Grado | Valormedio (1) | Valor individual
v Von
Z15 15 % 10%
225 25% 15 %
236 35% 25%
(1) Media de tres ensayos.
(0.6.15)
Dada la dispersién de los resultados se define este
‘ensayo como secuencial [0.6.16]
En cuanto alas propiedades de traccion y de ener-
gia de rotura por flexion no se establecen nuevos
tipos y grados siendo aplicables los valores definidos
en las otras normas, por ejemplo, la UNE 36-080,
En este sentido la norma UNE 36-083 puede con-
siderarse que establece requisitos complementarios.
La EU 164 va a sor revisada y, en consecuencia la
UNE 36-083 sera modificada para adoptar la futura
Norma Europea EN 10 164.
ENSIDESA
ridadune pies
credo 2 18 caso a) Uri varie
Grado 226 y 235 0
coos mmoeses pa
dos sates
Ensayo Eo
primera serie primera serie
Unie si Unidos Pace ensavad Undea
acentade [OO recharada azade O acentade
Thavo
O
segunda serie
trsavo
segunda serie
Unidad sl
scopads_ |-O-4
No
©
Pieza ensayada
rechazada,
Unigad
rechazada Whasstras do dom
piezas del resto
Unidad para
SI = Eneayos satstctorios
NO = Ensayos insuficients.
Contraensayo
primera pieza
NO Pesto unidaa
‘echazada
Unidad aceptada sin 2 serie, st
Ensayo de 2. sere,
9 nsayo T Ensayar pieze 1
Unidad o pieza rechazeda sin 2" serie, Contreensayi {Ensavar plaza}
segunda pieza_) | apieza
Unidad acoptada despubs de ls 2* sere
® esto unidad
recha
Unidad o pieze rechazada después dela 2 serie.
No
si
Resto unigad
aceptads
[0.6.16]
84 SNS/ID=SA
0.6.5. ACEROS RECUBIERTOS
Las bandas recubiertas de elementos met4-
licos como el cine o de capas de materiales
plasticos (bandas prepintadas) estén teniendo
aplicaciones crecientes en la construccién con
acero, generalmente en forma de productos
conformados en frio, a partit de bandas lami-
nadas, en frlo 0 en caliente, como perfiles 0
chapas onduladas o perfiladas,
La mayor protecci6n a la corrosién que ofre-
cen los productos recubiertos aconseja su uti-
lizacién en una gran cantidad de aplicaciones.
Si bien el acabado de los productos con recu-
brimientos metélicos no permite eliminar el pin-
tado posterior, la utilizacion de productos re-
cubiertos, disminuye los gastos de esta protec-
cién adicional y los de mantenimiento posterior
a la instalacién.
La industria siderurgica ha desarrollado va-
ros tipos de recubrimientos metélicos desde el
tradicional recubrimiento de cine (por inmer-
sién — chapa galvanizada ~ o por electrolisis —
chapa electrocincada -) hasta aleaciones com-
plejas de cinc-aluminio y cinc-aluminio-cromo.
Los perfiles recubiertos tienen una amplia apli-
cacién en las industrias de automocién y electro-
domésticos, consideradas éstas incluidas en la cons-
‘truccion con acero en su mas amplio sentido.
En el caso particular de la edificacién, es la chapa
galvanizada la mas utilizada, en especial en las cons-
trucciones industriales, en carpinterla metélica, mar-
cos, ventanas, 0 en amplias superficies de protec-
ion, cerramientos, tejados, conducciones de aire
acondicionado, etc.
Las normas UNE recogen tres tipos de ban-
das para estas aplicaciones:
— bandas galvanizadas de tipo embuticion
(UNE 36-130) para aquellas aplicaciones
sin exigencias estructurales;
— bandas galvanizadas de tipo estructural
(UNE 36-137);
— bandas electrocincadas (UNE 36-135)
Por Ultimo las bandas prepintadas por su aca-
bado decorative tienen su aplicacién en cerra-
mientos exteriores.
0.6.6. ACEROS INOXIDABLES
Estos aceros, por sus cuslidades decorativas,
resistencia a la corrosi6n y facil mantenimiento,
tienen una amplia aplicacién en muros cortina,
marcos de ventana y tejados. En los titimos
afios se han desarrollado nuevas aplicaciones y
tecnologias de conformado que permiten su
uso en paredes exteriores y tuberias de con-
ducciones de agua,
Las principales caracteristicas de los aceros
inoxidables son
— resistencia a la corrosi6n;
— facilidad de limpieza lo que permite reducir
los costos de mantenimiento:
— diversidad de acabados: pulido, estampado,
grabado coloreado lo que lo hace especial-
mente apto como material decorativo;
— bajo coeficiente de dilatacién térmica:
— baja conductividad térmica en comparacion
con otros metales utilizados en la construc-
cién
En la norma UNE 36-016 se definen distintos
tipos de acero que son aplicables en la edifi-
cacién. Su utilizacién depende fundamental-
mente del grado de agresividad del ambiente en
que estan instalados.
La norma UNE 36-016 ha sido revisada en
1989 y se ha dividido en dos partes, la primera
dedicada a productos largos y la segunda a pro-
ductos planos. También se ha revisado la norma
36-087/4 que recoge los aceros para calderas.
Estas revisiones coinciden con las Euronormas
88/1, 88/2 y 88/3. Esta prevista la transfor-
macién de estas euronormas en Normas Euro-
peas pero ofrece algunas dificultades para al-
canzar un acuerdo a nivel europeo.
El tipo més ampliamente utilizado es el F-3507
(AISI-302) que es un acero austenitico que por sus
contenidos medios en cromo (18 por 100) y nique!
(8 por 100) es cominmente conocido como acero
18-8. También pueden utilizarse los aceros F-3504
ensinzsA@ %
(AISI-34) que oftece mejores caracteristicas de sol-
dabilidad, o el F-3517 (AISI-301). que pueden con-
siderarse variantes del anterior
Para ambientes muy agresivos (ambiente marino
© industrial) es més aconsejable el acero F-3534
(AISI-316) con adiciones de molibdeno.
Mas econémico que los anteriores, pero con me-
nor resistencia a la corrosi6n. es el acero F-3113,
acero fertitico, con aleacién de cromo (17 por 100)
y sin aleacion de niquel. recomendado para aplica-
ciones decorativas interiores.
0.6.7. ACEROS PARA TORNILLOS
No existen normas UNE para tornillos y tuer-
cas empleados en construccién metélica. Las
normas del antiguo Ministerio de la Vivienda
MV 106 y MV 107 de 1968 son los Unicos do-
cumentos existentes en la normativa espafola
que definen las caracteristicas de estos elernen-
tos de union.
La norma MV 106 define los tornillos, ordi-
narios y calibrados, de los tipos A 4t y A 5t. es
decir, de resistencias a la traccién comprendi-
das entre 330 y 540 MPa y entre 490 y 690,
MPa [0.6.17]
Los tornillos de alta resistencia se definen en
la norma MV-107 y corresponden a los tipos A
6 t (s6lo para tuercas), A 8 t (para tuercas y
tornillos) y A 10 t (s6lo para tornilios). Los ni-
meros empleados para su designacién corres-
ponden a los valores minimos de la resistencia
aa traccién garantizada (letra A) dividides por
10 en [0.6.18] y [0.6.19] se indican las carac-
teristicas mecdnicas y composicién quimica de
estos tipos de aceros.
Las normas UNE 36-032 y UNE 36-034 definen
los aceros utilizados en la fabricacion de tornilleria,
pero las caracteristicas en ellas recogidas corres-
ponden alas del alambrén utilizado en la fabricacion
de los tornillos y no a las caracteristicas finales de
estos elementos de unién.
En consecuencia deberia abordarse con cardcter
urgente la elaboracién de las normas UNE que es-
tablecieran las caracteristicas de los aceros y de los
distintos tipos de tomillos utilizados en la construc-
cién con acero ya que representa una de las pocas
lagunas existentes en la normalizacion de los pro
ductos utilizados en esta actividad.
ACERO DE LOS TORNILLOS
Resistencia | Limite Dureza
Clase de | Tipode | Tipode @ traccién de ee | Bacal
tomillos, acerode | acerode oR fuencia ve Diémetro
ysus | productos fos minima oF de la
: minima
tuercas aunir | tomillos ‘maxima minima % ucla
kgimn? kglmm? mn
Ordinarios ye At 34055 2 Po 593.0474
aa a a4,
A37
Calibrados aa Aat 34065 2 26 593.0474
A82 ASL 50270 28 2 496 04.21
EI ndmero que designa el acero es indicativo de su resistencia a tracciOn. La cifta de ta dureza Brinell es
solamente orientativa
Resistencia | Limit | atargamiento | Resiiencia
eléstico °
Tipo | a traccién de rowra | 320°C
cconvencional Dureza a
del on 5 e Brinell Utilizacion
acero | min. max. ate min. min. ee
| gimme? kgimam? % kg mlom*
A 6t | 60280 54 12 4 178.2236 | __ Solo tuercas
A 81 | 800100 64 12 7 235 a 295 | Tomillos y tuercas
Atot | 1002120 90 8 5 _|295360| Solo tomillos
es solamente orientativa
El niimero que designa el acero es indicativo de su minima resistencia a traccién. La cifra de la dureza Brinell
[0.6.18]
oe c P S| Cr+Ni+Mo Coleda
: % % % % recomendada
acero
A 6t_| 0.262050 | < 0,065 | < 0.055 - Martin, calmado
A st | 0302050 | < 0.045 | < 0,045 = Martin, calmado - horno eléctrico
ator | <050 | <0035 | < 0.035 > 0,0 _| Martin, calmado - homo eléctrico
[0.6.19]
0.6.8, CALIDAD SUPERFICIAL DE LOS
PRODUCTOS DE ACERO
Antes de finalizar el capitulo destinado a la
calidad de los aceros utilizados en la construc-
cién debe hacerse mencién a la norma EN
10 163 (UNE 36-040) sobre calidad superficial
que recoge las dimensiones maximas (profun-
didad y extensién) de los defectos superficiales
admisibles en los suministros de todos los pro-
ductos utilizados en la construccién (chapas,
bandas, perfiles y barras). Se ha dividido en tres
partes que recogen las prescripciones para cada
uno de estos productos. La parte 2, relativa a
los productos planos, coincide sensiblemente
con la norma UNE 36-040 de 1985, amplian-
dose en su parte 3 a los productos largos.
0.7. CONSIDERACIONES SOBRE LA
ELECCION DE LOS ACEROS
La eleccién de un tipo de acero para la rea-
lizacién de una construccion metalica es esen-
cialmente funcion de las caracteristicas meca-
nicas definidas para cada tipo, es decir:
— el limite elastico que condiciona la resisten-
cia a los esfuerzos,
— el médulo de elasticidad que determina las
deformaciones en la zona eléstica, y
— el alargamiento que determina la capacidad
de adaptacion plastica de! material
El proyectista dispone de tres niveles del Ii-
mite eldstico (235, 275 y 385 MPa) pero de un
s6lo nivel de! médulo eléstico (210.000 MPa)
El constructor debe hacer un andlisis detallado
SNSIDESR | 87
de las condiciones de los esfuerzos y las de-
formaciones a las que estaré sometida la obra
durante el montaje y durante el servicio para ha-
cer la mejor eleccién, técnica y econémica.
En particular, debe estudiar la conveniencia de
combinar varios tipos de acero, tanto en la estruc-
tura, por ejemplo pilares del tipo AE 275 en los pisos
inferiores y AE 235 en los superiores. como para
constituir vigas hibridas con alas de AE 355 y alma
AE 275.
Las estructuras con acero pueden estar sometidas
al calor bien accidentalmente. en el caso de incen-
dios, 0 bien de una forma sistematica durante el ser-
vicio.
El problema de la estabilidad al fuego de las es-
tructuras es objeto de un andlisis especifico en el
Tomo 1 de esta obra. Sin embargo. el andlisis de las
medidas de prevencién contra el fuego debe reali-
zarse desde el proyecto de la obra para evitar medios
de proteccion caros y a menudo superfluos.
En caso de exposicion sistemstica al calor. en es-
pecial en construcciones industriales, deben tenerse
en cuenta las variaciones de las caracteristicas con
la temperatura
La norma UNE 36-080. que define los aceros de
uso general, no establece ninguna garantia de las
caracteristicas en caliente por lo que no deben uti-
lizarse en este tipo de construcciones. debiendo
acudir a los aceros de los grados KW de la norma
UNE 36-081. 0 a los aceros definidos en la norma
UNE 36-087 aceros para calderas,
Para temperaturas hasta 360°C. no es preciso
considerar el fenémeno de deformacién plastic,
pero se debe tener en cuenta la disminucién del li
mite eléstico cuando se eleva la temperatura.
‘A titulo. meramente indicativo, se recogen en
[0.7.1] los factores de correccién del limite elastico
a temperatura ambiente, en funcién de Ia tempera-
ture,
Para temperaturas superiores a 350 °C, las tensio-
nes reales se deben mantener inferiores a las que
provocan un alargamiento por fluencia entre 0,5 y 1
por 100.
Para las temperaturas superiores a la am-
biente se debe considerar igualmente la dis-
minucién del médulo elastico con la tempera-
tura.
En el caso de construcciones que estén sis-
teméticamente sometidas 2 cargas ciclicas es
preciso tener en cuenta los fenmenos de fa-
tiga
Ya se ha indicado en el apartado 0.8.5, que
cuando un elemento esté sometido a esfuerzo
triaxial presenta el riesgo de rotura fragil
La norma UNE 76-001 establece los criterios
para la eleccién de los grados de acero de uso
general definidos en la norma UNE 36-080.
La norma UNE 76-001 data de 1976 y esté basada
en Ia norma UNE 36-080 de 1973. Al haber sido
revisade esta dltima en 1985 y 1989 deberé revisarse
la primera. No obstante, ios criterios establecidos
guen siendo. en general. validos ya que los grados
de acero se mantienen y solamente se ha suprimido
ol tipo A-42
La citada norma UNE 76-001 indica que los.
parémetros que influyen en la rotura fragil son
estado de tensiones;
importancia de la pieza;
temperatura;
espesor del material:
deformaciones en frio.
En funcién de estos parémetros se establecen
cinco escalones de clasificacién del riesgo de
rotura fragil [0.7.2]
Definido asi el nivel de riesgo, puede obte-
nerse en [0.7.3] el grado de acero que debe ut
lizarse, en funcién del espesor del elemento.
Temperatura 100°C
150°C
200°C | 250 350°C
300°C
Factor de correccién 1
0.85,
0.81 0.70 0.63 0.59
0.7.1]
es snsin=sA@
Tipo de tensiones en el estado normal de servicio
eae |e Comprensién Traccién
de de ta Temperatura
tensiones pieza Desde = 10°C | waciy tore | Desde -10°C
Hasta -30°C ae Hasta ~ 30°C
1. Orden WV tl u \
Elevado
2° Orden v v MW "
1. Orden Vv Wl u
Medio
28 Orden v v i
1." Orden v Vv
Bajo
2° Orden v Vv
[07.2]
freccce Espesor mismo en mm (incase)
closiicacién 0 20 30 40
[ere
[0.7.3]
Como ya se ha indicado, la soldadura puede
aumentar el riesgo de rotura fragil, ya que, por
una parte se pueden producir nuevos defectos
= sean estos geométricos (acuerdos agudos,
faltas de pentracién, etc.) o defectos metalir-
gicos (grietas) - o agravar los ya existentes en
el acero. Por otra, la continuidad metdlica entre
diferentes elementos puede facilitar la propa-
gacién de una posible rotura; las roturas que
Puedan iniciarse en la soldadura se propagan
en general al acero base.
(1) Cuando exista el peligro de que la soldadurallege a atectar zonas de segregacién, debe preferise el
tad b-NE al b-E
Los procedimientos de saldeo pueden disminuir
la resistencia a la rotura fragil en las zonas afectadas
térmicamente (ZAT) y los defectos existentes en la
junta soldada pueden dar lugar a une rotura frail
Los riesgos se atentan con una correcta ejecucion
de la soldadura y si se cumplen las siguientes con-
diciones:
— los defectos en la soldadura no sobrepasan un
determinado nivel;
— las energias de soldeo son adecuadas;
— no se emplea la soldadura con un solo cordén
ensinzsA@ 9
con espesor superior a 10 mm o en el caso de
que existan solicitaciones dinémicas;
— no se emplea la soldadura con dos pasadas si el
espesor es superior a 20 mm:
— las temperaturas de servicio son inferiores a
=60°C,
En consecuencia, la ejecucién del grado del acero
tiene una importancia fundamental en el conjunto
soldado.
Se han realizado numerosos intentos de valorar
‘cuantitativamente todos los factores que influyen en
la rotura fragil y de establecer una correlacion entre
esta valoracién y la energia de rotura por flexion 0
la temperatura de transiciOn. Sin embargo, los re-
sultados obtenidos hasta la fecha son simplemente
empiricos y la gran cantidad de hipétesis sobre la
influencia de los numerosos factores que deben te-
‘nerse en cuenta han dado como resultado unas for-
mulas de correlacion muy complejas.
La eleccién de los grados de acero deberan pues
hacerse en funcidn de resultados experimentales y
aplicando {os criterios establecidos reglamentaria-
mente,
0.8. CONSIDERACIONES SOBRE EL
CONTROL DE LA CALIDAD
Ya se ha indicado que la norma MV-103
(1972) establece en su apartado 2.7 que la re-
sistencia de calculo del acero depende del
gtado de confianza que oftecen los parémetros.
que definen el acero - fundamentalmente et II-
mite eldstico - y establece distintos valores para
esta caracteristicas en funcién de que el limite
elastico esté certificado 0 no.
La norma UNE 36-007 (actualmente en re-
visi6n), sobre condiciones técnicas de suminis-
tro de los productos de acero, establece los ti-
90 S/2S/D=SA|
pos de inspeccién de aceptacién de los pro-
ductos y los tipos de certificados que pueden
derivarse de dichas inspecciones.
En la revision de la UNE 36-007 (EN 10 027)
se ha desglosado el capitulo relativo a los cer-
tificados de inspeccién, que sera objeto de una
norma independiente; la UNE 36-801 (EN
10 204).
En [0.8.1] se resumen las distintas modali-
dades establecidas en la norma UNE 36-801,
asi como los tipos y contenidos de cada uno de
los documentos.
El sistema de Marcas y Sellos de Conformidad,
que debe potenciarse por sus indiscutibles ventajas.
puede ser un camino que sirva para vencer las re-
ticencias de ciertos consumidores para confiar ple-
namente en las inspecciones realizadas por el ser-
vicio de calidad de la fabrica productora,
Este sistema que esté implantado en practica-
mente todos los paises industrializados se base fun-
damentalmente en:
— el control interno del fabricante:
— la supervision periddica y sistemética de este
control realizada por un Organismo de Certifi-
cacién reconocido.
En la Europa comunitaria se esté estudiando la
forma de establecer los sistemas que permitan que
la Centificaci6n realizada en un pals sea reconocida
en los restantes paises comunitarios, de forma que
no sea necesario realizar una nueva certificacién en
cada uno de ellos, Esto facilitarla la eliminacion de
barreras extraarancelarias que entorpecen la libre cir-
culacin de productos estipulada en los tratados de
la Comunidad. La implantacién de este sistema seria
un paso intermedio, previo para la implantacion de
un sistema [Link] certificacién a nivel europeo.
Designacién Tivo Comenido ] Condiciones | Documento
convencional | Documento de do! dol firmado
normalizada ingpeccién | documento _| _suministro por
Testificacion No se recogen
de conformi- los
e dad mo especifice | resultados de los
con el pedido ensayos
Se incluyen 105 | 16 acuerdo con
resultados de en- te
sayos realizados | 28 especifica
sobre productos | Cones “el e-
que no tienen, | 300 ¥. $i pr:
22 Testficacion | 9 especifica | necesariamente | 242 2" '°5 | e1 fabricante
de inspeccién reglamentos
que ser los Su | oficiales y con
rites |S ah e
bricados con el | Moas que sean
mismo proceso. _| "cables
Testificacion
23 de inspeccién
especttica
Centficado De acuerdo con |} inspector de-
de los reglamentos | signado por fos
ae inspeceién oficiales © 07 | regiamentos
31.8 las regia téen- | "oOamer
Se incluyen los | 688 aplicables
resultados de los | De acuerdo con
ensayos sobre | jas especifca-
productos teal- | ciones, del pe-
eke mente suminis- | gido y, si pro- | El representante
31.8 - especitica | ados o pertene- | cece, can los | autorizado del
inspeccion cientes @[Link]- | reglamentos | fabricante.
oe ded de inspec | oficiales y con
cion de la cual | tag reglas técni-
forman parte tos | cas aplicables.
productos envi
Certficedo dos Pe eeeeGtem | El representante
3.1.¢ | de inspecci6n ee” | autorizado det
3.1.c dido. comprador.
El representante
De acuerdo con | autorizado del
feel Jas especifica- | fabricante y el
= Lee ciones del pe- | representante
oe dido. autorizado del
comprador
(0.8.1)
ensipzsn@ °
0.8. LOS PRODUCTOS EMPLEADOS EN
LA CONSTRUCCION CON ACERO
La gran variedad de productos empleados en
la construccién con acero, podemos clasificar-
los siguiendo la norma UNE 36-501 en:
— productos largos;
— productos planos.
Los primeros a su vez pertenecen a dos gran-
des familias. Los perfiles estructurales lamina-
dos en caliente {0.9.1} y los perfiles confor
mados en frio a partir de banda laminada en ca-
liente [0.9.2]
Es de destacar la practica total sustitucién de
los perfiles de caras inclinadas (IPN) por los
perfiles de caras paralelas (IPE y H) al menos
en la gama de mayores alturas (’)
Los productos planos son:
— chapa gruesa
— banda
(1) Las normas de perfles estructurales estan actual-
mente en revision, sin embargo, no existe acuerdo a nivel
internacional sobre cual debe de sar la serie mas econd-
mica que debe sustitur las series actuaimente normali-
ads,
Tipo de producto ‘Norma UNE
Perfil do cares | Perfil normal IPN 38-621 (1972)
inctinadas Perfil U normal UPN 36-622 (1972)
Periles parties re { Als8 estachas y melas (b < 0.66 h) 36-626 (1972)
estructurales Alas anchas (0,66 h < b < 0,80 h) ~
(b> 80 mn | Posi de caras
paraloas Pefios H serie normal HEB 36-627 (1973)
D> 080he | serie eforzada HEM 38-529 (1975)
b> 300mm | sere aigerads HEA 36-528 (1975)
Pel U comercial 938-525 (1972)
Perties | Angular de lados iguales 36-531 (1972)
comerciales | Angular de lados desiguaes 38-632 (1972)
(< 80) | Pet 36-533 (1973)
Pesfes especiales (asimbuicos,tablestacas, tc) -
Redondo 36-841 (1976)
Cuadrado 36-642 (1976)
Barras Barras rectangulares de canto vivo 36-643 (1980)
Hexagonal 36-547 (1976)
Barras expeciales =
0.9.1]
Tio de producto Noma UNE
Redondos |
Perils corrados { Perfles huecos (tubos) Cuacrados | 36-397 (1977)
Rectanguiares
Perl LE 38-671 (1979)
Perl UF 36-572 (1980)
Perfil CT 36-573 (1979)
eres eto Pel NF 36-574 (1979)
Perfil OF 36-875 (1979)
Perfil 2F 36-576 (1979)
(0.9.2)
oe ansi=sAG
# en bobina
@ en chapa cortada
— banda conformada (ondulada, perfilada,
etc.),
La nomenclatura de los productos se ha ido
modificando con la evolucién de los procesos
de fabricaci6n.
El nombre genérico de chapa designa un pro-
ducto plano, no enrollado, de anchura igual o
superior @ 600 mm.
Tradicionalmente la chapa se ha dividido en:
— chapa gruesa: de espesor igual o superior a
4,75 mm.
— chapa media: de espesor entre 4,75 mm y 6
mm.
— chapa fina: de espesor igual o inferior a 3
mm
y respondia a una clasificacién bien definida
entre los métodos de produccién: la chapa
gruesa en los grandes trenes reversibles; la
chapa media y fina obtenida por corte de ban-
das procedentes de los trenes continuos. Las
bandas en frio se obtenian, generalmente en es-
pesores inferiores a 3 mm
Los tenes continuos han aumentado su te-
cho, generalmente hasta los 12 mm, si bien en
algunas instalaciones se han laminado bandas
de 15 mm.
La norma UNE 36-801 ha establecido la si-
guiente nomenclatura:
Chapa: producto plano de anchura igual 0
superior @ 600 mm,
Banda: producto plano de anchura igual o
superior a 600 mm obtenido en un tren conti-
uo o semicontinuo. Una banda puede presen-
tarse bien en forma arrollada (bobina) 0 en pa-
quetes de chapa cortada
Fleje: producto plano de anchura inferior a
600 mm que puede presentarse en bobinas 0
en trozos cortados (fleje en tiras)
Para completar los productos planos debe-
mos citar el plano ancho que es el obtenido sin
dejar libre la deformacién de los bordes
Por ultimo, deberos incluir los productos
‘obtenidos en caja cerrada, que por obtenerse en
los trenes de perfiles, se clasifican entre los pro-
ductos largos con el nombre de barras rectan-
gulares
0.10. NORMATIVA SOBRE LOS ACEROS.
DE CONSTRUCCION
Cuando se utiliza el término normativa se pre-
senta con frecuencia una ambigiiedad sobre su
significado.
Entendiendo por normativa cualquier docu-
mento que defina las caracteristicas de un pro-
ducto, 0 especifique un método (de ensayo, de
cAlculo, etc.), la normativa puede tener, dentro
del ambito nacional dos fuentes principales
— la emanada del organismo nacional de nor-
malizacién, que elabora las normas UNE;
— la emanada de la Administracién Piblica.
La aplicacion de las normas UNE, salvo las ex-
cepciones a que aludiremos mas adelante, tienen un
carécter voluntario, y representan un punto de re-
ferencia para las caracteristicas que debe ofrecer un
suministrador 0 exigir el consumidor. Si contrac
tualmente se acuerda entre el suministrador y el
comprador que los productos se ajusten a una de-
terminada norma — definida por su numero y fecha
de edici6n —_dicha norma se convierte en vinculante.
Un determinado ntimero de normas UNE se con-
vierten en obligatorias si la Administracién incluye
‘con este cardcter en algéin texto legislative, como
puede ser un reglamento,
Por otro lado, la Administracién Publica se reserva
el derecho de emitir determinados documentos para
regular un determinado campo de actividad, emi-
tiendo documentos técnicos que también reciben el
nombre de normas.
Sin entrar en la polémica de cual deberia ser la
denominacién que debe aplicarse a cada tipo de do-
‘cumento y si es deseable que los textos legislativos
se basen necesariamente en normas UNE, parece
aconsejable distinguir con denominaciones distintas
los documentos emanados por el Organismo Nacio-
nal de Normalizacién y por la Administracién, de-
bido al distinto carécter que tienen estos documnen-
tos,
SNSID=SR 93
En el campo de la construccién con acero, ya
se ha hecho amplia referencia a las normas UNE
que definen los aceros que pueden utilizarse en.
esta actividad. En el apartado de Bibliografia de
este tomo se recoge una referencia a estas nor-
‘mas con indicacién del afio de edicién de cada
una de ellas en el momento de la publicacién
de este tomo.
Es aconsejable que el usuario compruebe en
cada ocasion, si la norma que pretende utilizar
esta vigente o si ha sido revisada o sustituida
por una edicién més actualizada
En cuanto a la normativa emanada de la Ad-
ministracion que se refiere a los aceros utiliza-
dos en la construcci6n metalica, sdlo existen las
normas emitidas por el actual Ministerio de
Obras Publicas y Urbanismo cuya antigua de-
signacién de MV (Ministerio de la Vivienda) ha
sido sustituida por la de NBE (Norma Basica de
Edificacion).
La norma més general es la NBE-102 titulada
«Acero laminado para estructuras de edifica-
cin». La version vigente data de 1975 y es una
revision de la editada en 1964.
Esta norma, seguin el decreto 4433/1964, re-
04 snswmzsAG
novado con la revision de 1975, wseré de obli-
gatoria observancia en la fabricacién de pro-
ductos laminados de acero» (articulo segundo)
y «todo proyecto de edificaciones publicas o
privadas... que tenga estructura 0 elementos es-
tructurales de acero laminado se ajustaré a 10
que prescribe esta Norma» (articulo tercero)
Si bien esta norma coincidia fundamental
mente con lo recogido en las distintas normas
UNE vigentes en el momento de su publicacién,
la evolucién de estas ultimas ha dejado obso-
leta la norma NBE-102 y, dado su cardcter obli-
gatorio, serla urgente su revision 0 anulacién.
El cargcter simplificador de esta norma, que
trata de recoger en un sélo documento distintas
normas UNE, da lugar a pequefias discrepan-
cias entre ambos tipos de documentos.
Por otro lado s6lo se recogen los aceros de
uso general definidos en UNE 36-080.
También hemos aludido alas normas MV 106
y MV 107 relativas a los tornillos (de resistencia
ordinaria y de alta resistencia) que definen las.
caracteristicas de estos elementos de unin que.
datan de 1968, lo que aconseja su revision
APENDICE, RELACION DE NORMAS UNE CITADAS
(Con indicacién de la fecha de publicacién de la edicién vigente)
UNE __| ANO TITULO
7-333 1977 | Identificacion de la orientacién de las probetas para ensayos mecénicos.
7-422 1986 | Materiales metélicos. Ensayo de dureza.
Ensayo Brinell
7-423/1 | 1984 | Materiales metélicos. Ensayo de dureze.
Ensayo Vickers: HV 5 a HV 100.
7-424 1986 | Materiales metalicos. Ensayo de dureza.
Ensayo Rockwell (escalas A-B-C-D-E-F-G-H-K)
7.474" — | Materiales metélicos. Ensayo de traccién,
7-476)" Materiales metélicos. Ensayo de flexi6n por choque sobre probeta Charpy - Parte 1 -
Método de ensayo,
36-004 | 1989 | Definicion y clasificacién de los tipos de acero.
36-007" | 1977 | Condiciones técnicas generales de suministro de productos siderirgicos.
36-003" | 1972 | Designacién convencional de aceros. Designacién simbélica y designacién numérica.
36-016/1 | 1989 | Aceros inoxidables. Parte 1 - Condiciones técnicas de suministo de barras. alambrén
y piezas forjades,
36-016/2 | 1989 | Aceros inoxidables. Parte 2 - Condiciones técnicas de suministro de productos planos
para usos generales.
36-040"° Condiciones de suministro relativas al acabado de superficial de productos laminados
en caliente.
36-080" | 1985 | Aceros no aleados, laminados en caliente, para construcciones metélicas.
36-081" | 1976 | Aceros pare estructuras de caracteristicas mecénicas especiales y soldables. Tipos y
grados.
36-082" | 1984 | Aceros para construccién metélica con resistencia mejorada a la corrosi6n atmosférica.
36-083" | 1985 | Chapas de acero con caracteristicas garantizadas en la direccién del espesor.
36-084/1 | 1978 | Productos laminados para construccién naval. Aceros 400/490 N/mm? de resistencia
a la traccién.
36-086/1* | 1975 | Chapa laminada en frio, de acero de bajo contenido en carbono, no aleado, para em-
buticidn 0 conformacién en frlo.
36-087/1" | 1974 | Chapas para calderas y recipientes a presién. Acero al carbono y carbono-manganeso,
Tipos y grados.
36-087/2" | 1976 | Chapas y bandas de acero aleado para calderas y aparatos a presiOn, para temperaturas
altas y ambientales.
36-087/3" | 1978 | Chapas y bandas de acero aleados para recipientes a presion. Aceros al niquel para
beajas temperaturas. Tipos y grados.
36-087/4 | 1989 | Chapas, bandas y flejes para calderas y aparatos a presion. Parte 4 - Aceros inoxidables.
36-093 | 1985 | Banda y fleje laminada en caliente, de acero de bajo contenido en carbono no aleado.
para embuticién o conformacién en frio.
36-122 1989 | Banda y fleje de acero soldable de alto limite eléstico laminada en frio para confor-
macién en frio. Tipos de acero y tolerancias dimensionales.
36-123 | 1990 | Banda de acero soldable de alto limite eldstico, laminada en caliente, para conformacién
en {rio. Tipos de acero y tolerancias dimensionales.
2NSIDZSA 95
une__| ANO TITULO
36-130" | 1976 | Chapa y bobina galvanizada en continuo por inmersién, de acero al carbono, para
embuticién y conformacién en fri.
36-135" | 1986 | Productos planos de acero electracincados. Caracteristicas del recubrimiento,
36-137" — | Benda de acero al carbono, galvanizada en continuo por inmersion, con limite eldstico
minimo especificado.
36-150 —_ | Bandas de acero galvanizadas, prepintadas en continuo. Caracteristicas y ensayos.
36-521*** | 1972 | Productos de acero, Perfil | Normal (IPN). Medidas y tolerancias.
36-622"** | 1972 | Productos de acero. Perfil U Normal (UPN). Medidas y tolerancias
36-525"** | 1972 | Productos de acero, Perfil U comercial. Medidas y tolerancias.
36-626°** | 1973 | Productos de acero. Perfiles IPE.
36-627°** | 1973 | Productos de acero. Perfil HEB,
36-528"** | 1975 | Productos de acero. Perfil HEA.
36-529) 1978 | Productos de acero. Perfil HEM
36-632"** | 1972 | Productos de acero, Angulares de lados desiguales. Medidas y tolerancias,
36-633°"* | 1973 | Productos de acero. Perfil T.
36-537" | 1977 | Profuctos de acero. Perfiles huecos para estructuras de edificacién.
36-541 | 1976 | Productos de acero. Redondo laminado en caliente. Medidas y tolerancias.
36-642" | 1976 | Productos de acero. Cuadrado laminado en caliente. Medidas y tolerancias.
36-543" | 1980 | Productos de acero. Barres rectangulares de canto vivo, laminadas en caliente. Medidas
y tolerancias.
36-647" | 1976 | Productos de acero. Hexagonal laminado en caliente. Medidas y tolerancias.
36-571 1979 | Productos de acero. Perfiles abiertos conformadas en frio. Perfil LF. Medidas.
36-872 1980 | Productos de acero, Perfiles abiertos conformados en frio. Perfil UF. Medidas.
36-573 1979 | Productos de acero. Perfiles abiertos conformados en frlo. Perfil CF. Medidas.
36-574 1979 | Productos de acero. Perfiles abiertos conformados en frlo. Perfil NF. Medidas.
36-575 1979 | Productos de acero. Perfiles abiertos conformados en frio. Perfil OF. Medides.
36-676 1879 | Productos de acero. Perfiles abiertos conformados en frio. Perfil ZF. Medides.
36-800 1987 | Productos siderurgicos. Certificados. Contenido.
36-801 — | Aceros y productos siderirgicos. Documentos de inspeccién.
76-001 1976 | Eleccién del acero en estructuras metélicas soldadas,
* Normas en revisién.
** Normas en elaboracién,
*** Estas normas se limitardn a las dimensiones. Las tolerancias se recogerdn en las normas 36-550 partes 1,
2 y 3, actualmente en elaboracién,
os snsip=sAG
VALORES ESTATICOS
11
12
13
14
15
1.6
WwW
18
19
1.10
11
1.12
1.13
perfiles laminados. Seccién bruta
perfiles laminados. Seccién neta,
seccion semineta y disposicién de
agujeros
perfiles T obtenidos por corte
longitudinal de vigas I
perfiles formados por chapas soldadas
composicién de perfiles
perfiles de seccién variable y
aligerados
perfiles huecos
perfiles conformados en frio
valores de seccién para el calculo con
computador
valores de seccién para el célculo
plastico
magnitudes caracteristicas de la
torsion
perfiles laminados por ENSIDESA
segun Norma ASTM A6-79.
Seccién bruta
perfiles europeos y americanos
ordenados en sentido decreciente
de sus valores estaticos
ensipzsA@ 7
=
ee Ge ce
perfiles laminados.
Seccion bruta
1.1.1 un perfil IPN
1.1.2 un perfil IPE
1.1.3 un pet
1.1.4 un perfil HEA
1.1.5 un perfil HEM
1.1.6 un perfil UPN
1.1.7 un perfil L
1.1.8 un perfil LD
1.1.9 un perfil T
ensinzsA@Q
99
Un perfil IPN. Seccién brut
valores estaticos
perfiles laminados
~~ seccion bruta
Dimensionet Seccién| Peso ‘Referido al eje xx
IPN Aa P
Fade deer] Tan fom | om] tam foe] Ye |
wo ] | alas] ss|23| 9| 7 | ss | mel is | am
to | 10 | so | 4s | os | 27 | 75 im) oa | aon
i jim |e] st) || a ge a7 | de
vo | to | ge | er | oe | oe | ae a oats | er
1m | a0 | | a3 | 35 | de | is a | 3 | oe
iso | feo | a | eo aoe | ar | ta veo | te | 1
mo |e | ow | rs [ia | as | 9 rio | a4 | a0
i | do | 3 | at |i | ft | te joo | irs | geo
Ho | yo fae | ey fiat | $2 | ia tio | de | 3
Bo | Mo | ti | oy [ia | $3 | me Sto | 4a | oa
oo | deo | te [aod [sa | et | a too | Sa |
wo | x0 | ns toa | 6s | geo | 6s
3 | 3m | Gt 3 | & | as | m2 |
3 | ue | tr a3 | 73 | Bro | a |
so |e | te 193 | 73 | Bo Baro | 1090
go |e | te os | a2 | doe Brow | $0
wo | 0 | 155 nis | 96 | 2 nono | 140
to | 4a | to 23 | 97 | 3a Ba | 200
so | so | 39s v0 | 108 | ero |r | 96
S| 30 | 0 So | 13 | as Stoo | dao | Ie
eo | a | 1s na | to | as | 2s | 199 | 1x90 | ae | ae
att
Perfilesfabrieados por ENSIDESA
100 snsin=sAG
_ valores estaticos _
perfiles laminados
-seccion bruta.
= Area de laseccién
4
Zs Momento de inercia
w
Médulo resisteate
iW
Radio de giro
‘Se = Momento estitico de media seccién
Distancia entre los centros de compresion
ytraccién
Rendimiento
a Superticie lateral por metro lineal
Referido al ee xy 2 fas
wl ome af be byl a [IPN
iy | ems &
em | Fem!) mm fmm | mem | mm: | em | em | P| mim
6m] a0 | om | m | i | — | ae) 4 /6ee Jaze fount) an
2 sor | mw | 2 | — | 505} 199 J asr |ast fos70| 100
ns 1 | 3 | ss | = | ser] are [io [455 [oles | 120
352 wo | 4] ie | a | 639 570 | os02| 140
343 435] 4 |i |] oat 654 | 0575 | 160
813 an} om | ag faa] 783 735 | 0,40 | 180
arf 260 | tar | we | me | aa | ass | ans 814 | 0709 | 200,
wa | Bx | to | os) ] 8 | az | ie as [ors | no
at | oar | x20 | 56 7 | 939 | 206 978 |oss| 240
we | sto | 2m | @ a7 | s0as | 257 105 | 0.906 | 260
aot | on | 24s | ae ar | s1o4 | ate 113 | 0966 | 280
ast | m2 | ase} 6 f305 | ot | ana | aot 420 | 1.030 | 300
sss} ear | ze | 70 Jans | 2 | saz. | 457 328 | 1091 | 20
om | 984 | 2g0 | 75 lang | | ast | Seo a6 | f1s2 | 30
sia | 14 | 29 | 76 |345 | 23 | 1450 | 638 143 | 1208 | 360
75 aa | 32. | a2 [345 | a3 | asa | rat ast [1266 | 30
1160] 449 | 343] 06 [355 | 23 | 1618 | 957 [341 jase | 1.230 | 400
s70 | 20a | 34a | 98 | ae | 5 | suas | 1200 |303 [arr [iar | 450
z4e0 | ne | 372 | 100 |425 | 29 | 2053 [1620 Jara fags | eas | 500
340 | 309 | gor | ato | 45 | 28 | 2300 [2120 | ae fone | aver | 550
ao | 4 | 430 | 120 Jars | 28 270 | 509 232 | 1924 | 600
td
SNSIDESR
101
102 SNSiD=SA
Un perfil PE. Seccién bruta.
valores estticos
perfiles laminados:
seccién bruta
Dimeaiones
mm ‘Seccién| Pes. ‘Refetide at'ge 2
IPE 4
* 7 res le
Pe eee ese ee tee Me eS
wo | o| « sal s| eo | eo | 200 | 324
so | s00 | 55 st| 7 | 7 aio} am | a2 | aor
io | 0 | oe a] 7 | tos | he | 530 | 490
to. | 0 | 7 | 7 | a 9 | sn | ma | S74
to | to | falog | a ia | a | oo | ee
iso | 100 | 51 so] 3 | jas | tm0 | we | ta
200 | 200 | 100 es| 2 [a9 na | 190 | 14 | 826
bo | i. | 110 sa| 2 | a7 ue | a7 | am | sit
do | 20 | 0 Se | 13 | 190 x07 | 300 | me | 937
zo | mo | 13s | 66 | 102 | a5 | 29 xt | 570 | a9 | tia
x0 | 20 | 10 | 71 | tor] 5 | 28 a2] sw| sy | 2s
go | wo | so | 75 | ins] ia | a i | sm | 7a | a7
30 | 360 | 470 | €0 | w27 | a | 29 Bs | te70 | foe | 150
wo | 40 | 100 | se sas] a | anf ens | oa | m0 | 110 | 165
| 0 | tm | se | ae] a | am] sea | re | 370 |. 1500 | 185
sw | 300 | 200 | 102 | 150] 2 | as] tte | 907 | so200 | 1500 | aoa
so | so | mo [tt | ia | a [ar | 34 | 106 | ernao | roo | m3
am | 600 | 20 | 120| 190 | 24 | sa | 156 | ta | s2000 | 3070 | 249
Perfil fabricades por ENSIDESA
‘valoresestaticos =
.. perfiles laminados) eee.
~seccion bruta _ ee 2
A = Arca delaseecion
‘Momento de inercia
‘Médulo resstente
- iz
Se = Momento estitico de media seccién
Radio de giro
a
= E = Distancia entre los centros de compresion
S rib
Zi yassion
= Rendimiento
Perimeto
‘Refenide sey wel a 1 Se Ee 0
Stee IPE
ct | cm | mm | mm | mm | om? | om tim
eas | ae | 10s | as | aos | 6a 690 ons | oo
sso | sz | 1a | a | as | oa ae ooo | 100
aes a | 4s | 84 os ows | tao
3 wo | ies | 23 ost | to.
167 eS | 8 40 eax | seo
ma | is | @ fas | 8 Se ose | 180
ta | ws | am | 2} x | 2 176 0768 | 200
ms | 373 | a | i tia cee | ino
mm | 4 & | ms | #0 om | 20
mm | oa nx | x San | 0
er | os | 335 | m | as | a | au | 26 1159] 300
ge | ses | 355 | a [ars | 3s | 42 | 93 1a | 30
soo | | 3 | | ow | as | so | io 13 | eo
1x0 | 146 | 3.95 os | as | 28 | 6st | 354 4,467 | 400.
tao | te | aa | am | 8 | de | es | oer aes | 450
ao | a faa | so | 4s | 28 | 1100 | a9 sz 500
zoo | a | sas | is [as | te | ido | far tay | 550
3390 308 466, 120. 50. wm. {1760 | 524 2,015, 600
14a
ensipzsAn@ 103
ae valores estaticos
by _- perfiles laminados
EA aes z _ seccién bruta
Un perfil HEB, Seccién bruta.
‘Dimensiones
HEB
whole le |r jm
soo | 100°} 100 | 6} 40 | 12 | se 40 | a2 | a6
sm | 20 | 0 | 6s | 1 | a2 | 74 pee] td | Sie
40 | wo} | 7) 2] | sso] m6 | 593
joo | to] 460 | 8 | a3] 45 | 04 20 | 31 | 678
so | 10 | 190 | 95 | 14] 15 | 122 50 | 425 | 786
200 | 200 | 20] 9] 4s] 18 | 104 s70| sm | ase
ne | m0 | m0] 9s} 16 | t8 | 132 so0| 76 | 90
mo | 240 | 240 | to | a7] a | t64 20 | 98 | 103
20 | 260 | 260°] 10] 175 | 24 | a7 | se | 930 | t4m20 | s450 | 142
260 | 380 | 260 | 105 | te] 24 | 196) 131 | 103 | 19270] 1390 | 124
300 | 300 | 300 | 11] 49 {27 | oe) 149 | 117 | 25470 | 1600 | 130
320 | 320 | 300 | 145 | 205) a7 | 205). te} ta7 | somo] 1930 | 438
30 | 40. | 300 | 12] as} 27 | 2a] am | t34 | 35660] 2160 | 146
360 | 360 | 300 | 125 | mas | 27 | 26 | ter | 142 | 43190) 2400 | 155,
too | 40 | 300 | 125] 24 | a7 | 290} 198 | 155 | s7ea0 | 2000 | art
40 | 430 | 300 | 14] 26| 27 | 34] 218 | 471 | 79090 | 3550 | 91
soo | soo | 300 | 145| 28 | 27 | 390 239 | 127 | torz0| 420 | 212
530 | 530 | 30 | 15 | 29 | 27 | 438 | 24 | 199 | 13670 | 4970 | 232
600
300 | 15s | 30] 27 | 406] 270 | 212 | 171000) 5700 | 252
413
Perfiles fabricados por ENSIDESA
104 ensinzsAG
A = Arca dela seccion
1 = Momento deinercia
W = Médulo resistente
Tr
im | = Radio de sco
‘Se = Momento sttico de mediaseccin
te = E = Distancia entre os centros de compresion
3 y accion
4 = Rendimiento
4 = Perimetro
Recto steers. dfs se fae | ow es
Bm Pewet ‘ We | mim z
ent | emt fom mm | om [cm [oP
wo | as faa | 3) 2 fas | a3} ae +00
he | 325 "| Soe | gs |< [ars | 7 | exe 20
so | mas | ass | 3) > jas | | i 40
we | mt | aos fs |S ps | | a 10
a3@ | at | 487 | 100 | S| 40 fas | ant 180
200 | 209 | S07 | 110 [as fan 200
reo | 258 | 559° | 40 so }a5 | a4 20
imo | nar | én | w | 3 | 57 240
510 | 395 | 638 | 100 | | et 260
es | at | 70 | 110 | 3 | re 280
sso | sm | 758 | 120 wo | 25 | 954 300
go | ais | 237 | 0 40. 25 | 5070 0
ge | os | 753 | 0 4 | 25 | 1200 0
worm | a7 | 749. | 0 | 35 | tho 360
somo | 7m | 740 | 10 | | 1e0 0
um | ma | 733 | 0 | 2 | 1590 40
reo | en | rar | am | as | as | 22 | 2410 00
300 | er | rar am | 4s | 45 | 28 | 2000 3
13590 | 92 | 700 | no fas] as | 8 | 3210 0
113
ENSIDESR 105
“valores estaticos
-) perfiles laminados
z seccion bruta
Un perfil HEA, Seccién brute,
imensiones $3
at aloe Referido al ee
HEA AGP
eo ele Gel aim [oe We i
emt | emt | em
so | 96 | too |os | ef a2 | se} a2 | 62 39 | ns | 406
go fats | 0 | 8] 8 | 2 | ze] 253 | 6s | 105. | 49
wo [33 | a | ss] a5 [12 | 92) ana | za7 | rom | 55 | sa
soo | asz | to | “e| 9] 45 | 104 | 38 | 304 | 1670] 20 | 687
too |i | 10 | 6 | 95 | a5 | tz} 453 | 355 | 2500 | 24 | 745
ro | 190 | 20} 6s | to] 2 | t4 | sae | 23 | 3600] 209 | o28
no | x0 | m0 | 7] 1] ts | 192 | 63 | sos | sao] Sts | 9.7
wo | no | m0 | 75] 1 fom | te] 78 | ea | 7760) os | tot
g00 | 250-| 260 | 7s | 125 | 24 | a7 | 368 | 682 | 10450] a | 110
20 | 270 | 20 | ‘a | 13 | 2 | 196 | 97.3 | 764 | 13670] 100 | 119
yoo | 250 | 300} as | 14] a7 | 208 | 113. | o93 | 19260 | 120 | 127
joo | 310 | 300 | 9 | 455 | 27 | ms] 124 | 976 | 22930] 140 | 136
34 | 320 | 300 | 95 | 65] 27 | 243 | 133 | 105 | 27690 | 1690 | 144
360 | 350 | 300 | to] 175 | 7 | zo | 14 | 12 | 33080 | 1990 | 152
40} 30 | 300} 11 | 9 | a7 | 28] 159 | 125 | 45070 | 2310 | 168
450° | 440 | 300 Jans | a | 27 | aaa | ave | 140 | 63720 | 2900 | 189
soo | 490 | 300 | 12] 23] a7 | 390] 198 | 155 | e697 | 3550 | 210
550 | S40 | 300 | 125 | 24 | 27 | 438 | 212 | 166 | 111900] 4150 | 230
eo | 50 | 300 | 13] as] a7 | ee] 226 | 178 | 141200] 4790 | 250
as
Perflesfabricades por ENSIDESA
ee
Su
i
eee aires
ccién bruta
A = Area dela seccién
1 = Momento de inercia
‘Sz = Momento estitico de mediaseecion
L
se = © = Distancia entre fos centros de compresion.
= ywaccién
= Rendimiento
u = Perimetro
Refedido ajo ny Ghats
t-, 7 ale tele HEA
ents ket tee fam | em? | om
a |e | as [3s ms | 13 -[-48 fast |aas | ose | 100
pr [aes | 3m | as | = fons | arf s97 tor | 533] 0677] 0
ga | 5560 | 3s [75 gos | | eer | 119 | 628 | 074 | 40
oie | 769° | 398° | as | — jars | 23 | 123. | 136 | 724 | os06 | 160
os | tor | 452 fa. | | do | 2s] toa jas | ee | 402.) 100
430 | 34 | 490 fio | — fas | as fats | az F920} a4 | 200.
430 | ae |. sat [a0 |= |S | 25 fe | 190 | 102 | 426 | m0
270 | 2 | 600 | 90 | 38 | 40 | 25 | 37} 209] 12 | tar | do
Soro | 202 | 650. | 400° | 40 | a | 25 |’ 450 | a7 | 123 | 148.) 260
470 | 340° | 700 | 110 | 45] 40. | 25] 586 | ane | 132 | 60 | 200
exo | av | raz [ia | so | ao | 25 | oon | 264] 143 | 472 | 300
6390 | 466 | 71 |tz0 | 50 | 40 | 26 | ors | 282 | 152] 176 | 320
rua | 496 | 746 | 120] 50. | 40 | 25 | 925 | 299 | s60 | 479 | 340
reo | 56 | 743 | 120 | 50 | 40 | 25 | 100 | 37 | 69 | 11m | 360
asso | sm | 734 | 120 | 50 | 40 | 25 | 4200.) 352 | 195 | 1.9 | 400
sao | ost | 729/40 | so | 45 | 25. | 1610 | 396 | 207 | 201 | 450
soar | 6 | 724 [tm Jas | 45 | 28 | 1970 | asa | m9 | azar | S00
soso | mt | 7s | tm | 45s | 48 | 28 | 2310 | aes | 250.) 221 | 550
sao | 75e | 705 [120 | 4s | 45 | 29 | 2680 | 528 | 259} 231 | 600
td
EnsipzsA@G 107
ae ee : valores estaticos.
a oo perfiles laminados
seccién bruta
Un perfil HEM. Seccién brut
Dimensiones
con ead es Referido al ee xx
HEM 4 P
Se | kee |e We P
we Po eg Port ae fy fo Me DS Bef Ee
too | 120 | 106 | 12] 20 faz] se] 332 | 48 | 1140 | 190
mo | 40) 5 fs] a | | 7 | oe | sat | 2000.) ae
140 | 160 | t46| 3] mm] aa | 92] ans | 32 | 320] at
too | 190 | 166 | 44 | 23] a5 | t04 | ort 5100 | $66
sa | 200 | 105 | 145] 24] 15 | azz] 113 7480 | 748
yoo | 220 | 206 | as] 2s] se |sa¢] aa | 0s | toe | 967
mo | 240 | ms | 155 | 26] 18 | 152 | 149 | 147 | 14600 | 1220
240 | 270 | 4a | ta | 32 | ar | te4 | 200 | 57 | 24290 | 1.800
20 | 290 | 268 | 18 | 325] m | 177 | 220 | 172 | 31310] 2160
rao | 310 | 288 | 105 | 33] 24 | 196 | 240 | 199 | 39580) 2550 | 128
wz | 208 | 303 | 238 | s920 | 3400 | 14
w | ms| 32 | 245 | e130 | 3000 | 148
zw |r| 316 | me | 76370 | fom | 156
ar | rt | 319 | 250 | e470 | 4300 | 163
go | 359 | 309 | 2
360 | 395 | 300 | 21
goo | 432 | 307 | ar
450. | 470 | 307 | 24
ys | 326 | 256 | 104100 | 4a | 179
ar | 344 | 335 | 263 | 131500 | S500 | 198
soo | s24 | 306 | 21
sso | sma | 306 |
a | 390 | 344 | 270 | 161900] 6190 | our
ar | 438 | 354 | 278 | 198000 | 6920 | 2356
& 88 88 888s
is
eo | 620 | 305 | 21 a | 45 | 36 | 285 | 237400} 7660 | 256
Perfles fbrieades por ENSIDESA
108 ensinzsn@G
sSeccion bruta—
les laminados
A = Arcade laseccién
T= Momento de inercia
W = Médulo resistente
it oe
ae
Se = Momento estitico de media seccién
te = E = Distancia entre os centr de compresion
S
yuraccion,
1 = Rendimiento
4 = Porimetro
Referido alejey-y df (ely i
a = e woof | we “ine | HEM
emt | em | em mm | om jem | P
a9 | 3 | am | ss | — fass | 12 | ne | 08 asi9 | 100
ms | 2 | 32s | & |S | aos | a7 | as | ats 78 | 120
so} as | 377 fas | fas fo | oer | 33 oas7 | 140
170 | m2 | age | as | | 40s | | oar | ast 0970 | 160,
250 | 27 | 477 | 98 | | 45s | 5 | a | 169 403} 180
3650 | ase | sar [tos | — | sos | 25 | sea | tm7 120 | 200
soo | 4 | 579 [as | = | 555 | 25 | 710 | 206 sm | 20
atso | 67 | 639 | 9% | as | a | 25 | 1060 | 29 146 | 20
10450 | 780 | 690 | 100 | 0 | 44 | 25 | 1260 | 248 487.) 260
s310 | 9 | Fao [ato | 45 | 44 | 25. | 1480 | 267 169 | 280
geo | tao | goo [mo | @ | 4 | 2s | 200 | we} tee) 1m | 20
sono | 130 | 795 | 90 | 50. | 445 | 25 | 2220 | 307 | 455 no
sano | i200 | 790 | ta | $0 | 44s | 2s | 230 | sou | tea | 490 | 30
19s | 1270 | 783 | 120 | 50 | 44 | 25 | 2490 | 340) a72 | 193 | 30
19340 | 120 | 770 | 120 | so | 43s | 25 | 2790 | 374} 198] 200 | 40
a340 | 4260 | 759 | 120 | 50 | 435 | 25 | 3170 | a5 | 209 | 210 | 450
19150 | 1250 | 746 | 120 | so | 43 | 28 | 3550 | 457 238 | 500
13150 | 1250 | 735 | 120 | so | 43 | 28 | 3970 | 459 228 | 550
18980 | 1240 | rar | 120 | so | 42s | 28 | 4390 | 541 | 269] 227 | coo
\ 15
ensizsA@ 109
También podría gustarte
- Metunas Perfiles Conformados en Frio PDFAún no hay calificacionesMetunas Perfiles Conformados en Frio PDF16 páginas
- Cálculo de Vigas Carril para Techado Móvil100% (1)Cálculo de Vigas Carril para Techado Móvil27 páginas
- Memoria de Cálculo Estructural Taller ArequipaAún no hay calificacionesMemoria de Cálculo Estructural Taller Arequipa18 páginas
- Perfiles de Ángulos: Medidas y Propiedades100% (1)Perfiles de Ángulos: Medidas y Propiedades1 página
- Resistencia a Flexión y Corte en AceroAún no hay calificacionesResistencia a Flexión y Corte en Acero8 páginas
- Diseño de Grúa Pórtico 5 Toneladas ArequipaAún no hay calificacionesDiseño de Grúa Pórtico 5 Toneladas Arequipa43 páginas
- Galpones Pórticos con Perfiles LaminadosAún no hay calificacionesGalpones Pórticos con Perfiles Laminados55 páginas
- Construcciones Metálicas y de Madera M1 2023Aún no hay calificacionesConstrucciones Metálicas y de Madera M1 202368 páginas
- Parte 3 Diseño de Elementos en FlexiónAún no hay calificacionesParte 3 Diseño de Elementos en Flexión130 páginas
- Evaluación de Cargas en Equipos Industriales100% (2)Evaluación de Cargas en Equipos Industriales58 páginas
- Estructuras de Acero Sidor PDF FreeAún no hay calificacionesEstructuras de Acero Sidor PDF Free539 páginas
- SIMPSON, 2018 - Conexiones & Fijaciones, NovedadesAún no hay calificacionesSIMPSON, 2018 - Conexiones & Fijaciones, Novedades4 páginas
- ICHA-2000 Cap3 Detallamiento de Conexiones100% (1)ICHA-2000 Cap3 Detallamiento de Conexiones43 páginas
- Dimensionamiento de Viga Carril para Puente GrúaAún no hay calificacionesDimensionamiento de Viga Carril para Puente Grúa14 páginas
- Tablas Auxiliares de Propiedades EstructuralesAún no hay calificacionesTablas Auxiliares de Propiedades Estructurales45 páginas
- Diseño de Vigas de Acero en FlexiónAún no hay calificacionesDiseño de Vigas de Acero en Flexión161 páginas
- Diseño, Cálculo y Aplicación de Perfiles Conformados en Frío Según El Eurocódigo 3100% (1)Diseño, Cálculo y Aplicación de Perfiles Conformados en Frío Según El Eurocódigo 312 páginas
- CINTAC-PAGS.36 - 37 y 38-39: Canales Cintac Formados en Frio Alas No AtiesadasAún no hay calificacionesCINTAC-PAGS.36 - 37 y 38-39: Canales Cintac Formados en Frio Alas No Atiesadas6 páginas
- Cálculo y Dimensionamiento Nave-PorcheAún no hay calificacionesCálculo y Dimensionamiento Nave-Porche50 páginas
- Diseño de Vigas de Alma AligeradaAún no hay calificacionesDiseño de Vigas de Alma Aligerada187 páginas
- Ensidesa - Tomo 01 - Bases de Calculo - Dimensionamiento de Elementos Estructurales PDFAún no hay calificacionesEnsidesa - Tomo 01 - Bases de Calculo - Dimensionamiento de Elementos Estructurales PDF1038 páginas
- Ensidesa - Tomo 01 - Bases de Calculo - Dimensionamiento de Elementos EstructuralesAún no hay calificacionesEnsidesa - Tomo 01 - Bases de Calculo - Dimensionamiento de Elementos Estructurales1038 páginas
- Agenda Del Constructor (Ing. Octavio Montes Biosca)100% (1)Agenda Del Constructor (Ing. Octavio Montes Biosca)105 páginas
- Manual Del Ingeniero en PlataformasAún no hay calificacionesManual Del Ingeniero en Plataformas135 páginas
- Tablas para La Industria GTZ - Comprimido100% (1)Tablas para La Industria GTZ - Comprimido190 páginas
- 99a43f6353c4cbca57380e4c23a27d82Aún no hay calificaciones99a43f6353c4cbca57380e4c23a27d82101 páginas
- Manual de Perfiles y Laminas FajobeAún no hay calificacionesManual de Perfiles y Laminas Fajobe62 páginas
- Características Aceros EspecialesAún no hay calificacionesCaracterísticas Aceros Especiales10 páginas
- Familia de Los Gases. InstalacionGASAún no hay calificacionesFamilia de Los Gases. InstalacionGAS163 páginas
- Instrucciones Tcas para Redes de Abt (Rev 2) 20080219Aún no hay calificacionesInstrucciones Tcas para Redes de Abt (Rev 2) 20080219117 páginas
- Cumplimiento del CTE en EdificiosAún no hay calificacionesCumplimiento del CTE en Edificios2 páginas